|
|
Категория:
Сварка металлов Обеспечение устойчивости горения сварочной дуги, требования к источникам питания Устойчивость горения сварочной дуги. В сварочную систему дуговой сварке входят источник питания, дуга и ванна расплавленного металла (изделие). Высокое качество сварного соединения обеспечивается в том случае, если вся система работает во время сварки устойчиво, стабильно во всех трех ее звеньях и прежде всего, если обеспечивается устойчивое горение дуги. Однако в процессе сварки на перемещающуюся по металлу дугу действуют факторы, нарушающие ее устойчивое горение, такие, как изменение длины дуги, которое зависит от квалификации сварщика, качество сборки, перенос капель жидкого металла в сварочную ванну, изменение величины сварочного тока при колебаниях напряжения сети, изменение скорости сварки, магнитное дутье дуги (отклонение дуги под действием электромагнитных полей и ферромагнитных масс) и другие факторы. Устойчивость дуг переменного тока ниже, чем дуг постоянного тока. Это связано с тем, что при питании дуги с частотой 50 Гц дуга , 100 раз в секунду гаснет и вновь возбуждается. Для повышения стабильности горения дуги в покрытия и флюсы вводят вещества (соединения калия, кальция, цезия и др.), способствующие хорошей проводимости дугового промежутка. Применяют также специальные устройства, называемые осцилляторами и генераторами импульсов, которые способствуют возбуждению дуги синхронно с частотой питающей сети. Требования к источникам питания для дуговой сварки. Для обеспечения устойчивости горения дуги источники питания для дуговой сварки должны удовлетворять следующим требованиям: – иметь напряжение аролостого хода, т. е. напряжение на зажимах источника тока при разомкнутой сварочной цепи, достаточное для легкого возбуждения дуги и устойчивого ее горения; но не превышать норм техники безопасности, т. е. не более 80—90 В; – обладать достаточной мощностью для выполнения сварочных работ; – обеспечивать ток короткого замыкания, не превышающий установленных значений, чтобы источник тока выдерживал продолжительные короткие замыкания сварочной цепи без перегрева и повреждения обмотки, при достаточной стабильности процесса; – обладать хорошими динамическими свойствами, т. е. обеспечивать быстрое восстановление напряжения дуги после коротких замыканий; – иметь устройства для плавного регулирования силы сварочного тока; – обладать заданной внешней характеристикой. Сварочные трансформаторы благодаря своим технико-экономическим показателям имеют преимущества по сравнению с источниками постоянного тока. Они проще в эксплуатации, долговечнее, обладают более высоким к. п. д. Источники постоянного тока предпочтительнее в технологиче ском отношении: при их применении повышается устойчивость горения дуги, улучшаются условия сварки р различных пространственных положениях и др. Основные технические показатели источников питания сварочной дуги — внешняя характеристика, напряжение холостого хода, относительная продолжительность работы (ПР) и относительная продолжительность включения (ПВ) в прерывистом режиме.
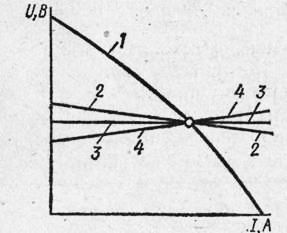
Рис. 1. Основные типы внешних характеристик источников питания для дуговой сварки
Внешняя характеристика источника питания и вольт-амперная характеристика дуги. Источники тока для питания сварочной дуги должны иметь специальную сварочную внешнюю характеристику. Внешней характеристикой источника питания называется зависимость между напряжением на его выходных клеммах и током в сварочной цепи. Внешние характеристики могут быть следующих основных видов — крутопадающая, пологопадающая, жесткая, возрастающая: Источник тока с соответствующей внешней характеристикой выбирают в зависимости от вольт-амперной характеристики дуги.
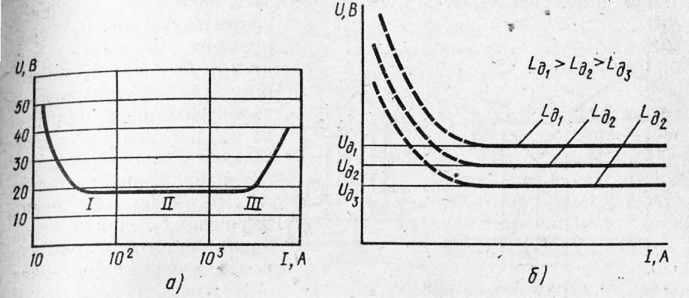
Рис. 2. Вольт-амперная характеристика дуги (а) и зависимость напряжения дуги Ub от ее длины Ld(6)
Участки I и II ВАХ соответствуют режимам сварки, применяемым при ручной сварке плавящимся покрытым электродом, а также неплавящимся электродом в среде защитных газов. Механизированная сварка под флюсом соответствует II области и частично захватывает III область при использовании тонких электродных проволок и повышенной плотности тока, сварка плавящимся электродом в защитных газах соответствует III области ВАХ. Для питания дуги с падающей или жесткой ВАХ применяют источники питания с падающей или пологопадающей внешней характеристикой. Для питания дуги с возрастающей ВАХ применяют источники тока с жесткой или возрастающей внешней характеристикой. Из сказанного следует, что при ручной дуговой сварке, когда изменения длины дуги наиболее часты, а при сварке в труднодоступных местах сварщику приходится самому искусственно изменять длину дуги, наиболее предпочтительно использовать источники питания с крутопадающей характеристикой, так как изменения*гока при. заданных режимах будут незначительны, а следовательно, и основные размеры шва будут меняться незначительно. При механизированных способах сварки лучшие результаты достигаются при использовании источников с жесткими характеристиками благодаря более интенсивному саморегулированию дуги. Саморегулирование дуги — это свойство сварочной дуги при сварке плавящимся электродом восстанавливать длину дуги при случайных ее отклонениях благодаря изменению скорости плавления электрода. Чем больше изменяется длина дуги, тем больше изменяется ток и, следовательно, скорость плавления электрода. Если длина дуги уменьшается, ток и скорость плавления увеличиваются и длина дуги возвращается к первоначальному значению. Реклама:Читать далее:Сварочные трансформаторы, выпрямители и генераторыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|