|
|
Категория:
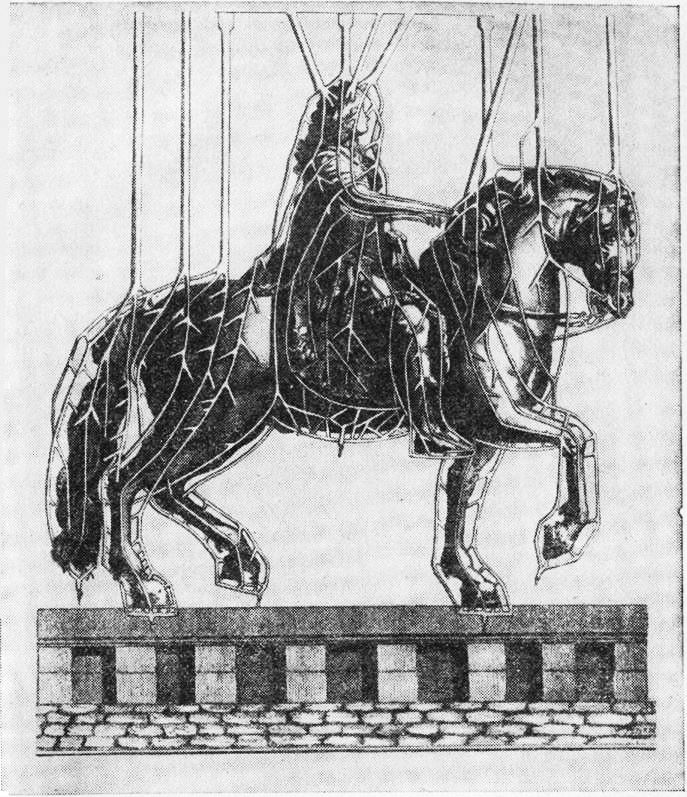
Способы производства изделий Далее: Прочие виды литья Этот способ литья, так же как и литье в земляные формы, является древнейшим. Он был известен в Древнем Египте, в античной Греции и Риме и широко применялся скульпторами эпохи Возрождения. Этим же способом отливали свои статуи Э. М. Фальконе, В. П. Екимов и П. К. Клодт. Однако в современных условиях он применяется в значительно измененном виде. Сущность литья по выплавляемым моделям заключается в том, что модель после ее заформовки удаляют из формы путем нагрева. Состав, из которого изготовляют модель, плавят, и он вытекает из формы. Таким образом, форму после формовки нет необходимости разбирать. Это позволяет формовать любые по сложности изделия целиком — без применения кусков, стыки между которыми неизбежно оставляют на поверхности отливки следы в виде швов или тонкого облоя, а в случае перекоса кусков вызывают неисправимый брак всей отливки. В настоящее время при отливке художественных изделий литье по выплавляемым моделям применяют в трех вариантах: для отливки крупных фигур, для обычного литья средних размеров и для ювелирного литья из драгоценных металлов. При отливке крупных уникальных фигур этим способом выполняют следующее: с гипсового оригинала снимают кусковую гипсовую форму и по нескольку кусков объединяют в общую раковину (кожух); затем из прочных стальных профилей или труб изготовляют опорный каркас для стержня. Готовый каркас устанавливают на кирпичном фундаменте в специальной литейной яме и вокруг него вновь собирают кусковую форму, при этом на внутреннюю поверхность каждого куска наносят кистью слой теплого воска, равный желаемой толщине будущей отливки. После этого всю полость формы заполняют специальной стержневой массой, состоящей из толченого кирпича или шамота, размешанного на гипсовом растворе. После твердения этой массы гипсовую форму осторожно по кускам разбирают, а восковой слой остается на стержне, образуя восковую модель со стержнем внутри, который в свою очередь удерживается стальным каркасом. Восковую модель автор просматривает и исправляет. При этом заглаживают швы от кусков, восстанавливают утратившуюся фактуру и т. п. Затем на модель устанавливают литниковую систему, изготовленную из восковых прутков различного сечения, а также систему выпаров, которая служит для отвода газов. Обе системы должны быть взаимосогласованы и их расчет представляет известного рода трудности. На рис. 108 изображена система литников и выпаров, установленная на модели памятника Людовику XV. Затем приступают к формовке, которая заключается в том, что всю модель и литниковую систему покрывают при помощи кисти слоем специальной формовочной смеси в виде суспензии, состоящей из 70 ч. пылевидного кварца и 30 ч. этилсиликата. (Существуют и другие рецепты, в состав которых входят маршаллит, каолин, графит, жидкое стекло и др.). Смесь наносят слоями и каждый слой просушивают, пока общая толщина покрытия не достигнет 12—15 мм. Затем в несколько приемов (также с просушкой) наносят толстый слой глины с песком от 200 до 300 мм в зависимости от величины фигуры. Форму снаружи оковывают стальными полосами, образующими сетку, и вновь обмазывают глиной. Вокруг готовой формы разводят огонь, который поддерживается до тех пор, пока форма хорошо просохнет и прокалится, а модельный состав полностью выплавится и выгорит. После этого форму можно заливать чугуном или бронзой.
Рис. 1. Система литников и выпаров на модели памятника Людовику XV
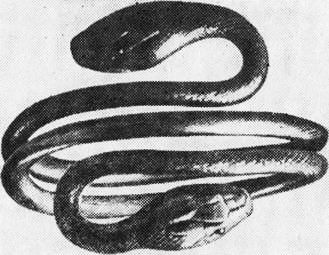
Процесс отливки этим способом средних по величине изделий разработан более совершенно и носит название точного литья. Он широко применяется в технике и дает хорошие результаты при отливке художественных изделий. При этом процессе по авторскому оригиналу или чертежу готовят пресс-форму для отливки легкоплавких моделей. Для малых тиражей материалом для пресс-формы служит гипс, для больших тиражей — металл (алюминиевые сплавы, сталь). В качестве материала для моделей применяют различные легкоплавкие смеси парафина и стеарина с добавками этилцеллюло-зы или полиэтилена. Хорошие результаты дают модели из буроугольного воска. Получаемые модели обычно собирают в блоки путем пайки их подогретым лезвием ножа или специальным электропаяльником. Одновременно с изготовлением моделей в пресс-формах также готовят модели литниковой системы, на которую и собирают блок. Формовку готового блока начинают с образования на нем облицовочной огнеупорной оболочки. Это производят следующим образом: блок погружают в суспензию из тонко размолотого кварца и этилсиликата и обсыпают сухим мелким кварцевым песком. Операцию повторяют несколько раз, пока толщина оболочки не достигнет 2—5 мм. После этого выплавляют модельный состав, погружая блок в горячую воду или помещая его в специальный термостат (сушильный шкаф), подогретый до 180—200°С. Освобожденную от модельного состава оболочку аккуратно устанавливают в цилиндрическую стальную опоку и засыпают кварцевым песком или шамотным порошком. Торцы опоки замазывают глиной или жидким стеклом. Формовка в опоку необходима для того, чтобы под действием напора жидкого металла тонкостенная хрупкая оболочка не могла разрушиться. Заформованная оболочка поступает в сушку и прокаливание, которые производят в специальных печах при температуре 850—900 °С несколько часов. Во время прокаливания из оболочки выгорают остатки модельного состава. Заливают форму в горячем состоянии — это способствует лучшему ее заполнению металлом. Охлаждение формы происходит на воздухе, после чего содержимое опоки высыпают, обстукивая ее по краям. Очищают отливки или механически, или кипячением их в слабом растворе щелочей. Применение воскового литья в ювелирном деле известно с глубокой древности, например римские браслеты в форме змей (рис. 2). Литье золотых ювелирных изделий по выплавляемым моделям, введенное в практику ювелирного производства, представляет собой современный вариант этой древней технологии. Он заключается в следующем: по рисунку художника разрабатывают чертеж отливки. В нем учитывают литейную усадку, равномерную толщину стенок, литейные радиусы и т. п. Затем по этому чертежу изготовляют металлическую модель — эталон изделия. Модель снабжают специальным литником, который рассчитывают и изготовляют вместе с моделью.
Рис. 2. Римский браслет в форме змеи. Отливка по восковой модели
В случае выпуска небольших серий изделия с эталона снимают резиновую форму, а при крупных сериях или массовом производстве изготовляют специальную разборную металлическую пресс-форму. Затем, пользуясь либо резиновой формой, либо металлической пресс-формой, из специального модельного состава заготавливают выплавляемые модели. В качестве модельного состава для литья ювелирных изделий употребляю/ парафин (95%) с добавкой полиэтилена (5%). Увеличение содержания полиэтилена нежелательно, так как это влечет за собой повышение литейной усадки и вязкости расплавленного состава, что затрудняет заполнение форм. При работе с резиновыми формами или изготовлении тонкостенных ажурных моделей состав плавят при 80 °С; в жидком виде под давлением заполняют формы. При работе с металлическими пресс-формами состав применяют в пастообразном состоянии. Формы предварительно смазывают касторовым маслом, разведенным в спирте. Аналогичным способом изготовляют модель массивного, конусообразного и изогнутого литника. Этот литник служит основой для сборки модельного блока, на который напаивают большое число моделей изделий. Затем готовят специальный огнеупорный состав, компонентами которого служат гидролизованный раствор этилсиликата и маршал-лит, т. е. тонко размолотый кварцевый песок. В зависимости от характера моделей соотношение компонентов в растворе (в процентах) изменяется, что делает его то более жидким, то более густым. В среднем 60—70% приходится на долю маршаллита, а остальные 40—30% составляет гидролизованный раствор этилсиликата. Состав хорошо перемешивают и в него погружают модельный блок. Избытку состава дают стечь, после чего блок обсыпают плавленым дробленым кварцем или кварцевым песком, но он менее пригоден, так как при прокаливании, расширяясь, деформирует формы особенно тонких ажурных изделий. Поэтому в основном применяют кварц. После обсыпки формы сушат; режим сушки применяют следующий: 35—40 мин сушат на воздухе при комнатной температуре и 25—30 мин в атмосфере, насыщенной парами аммиака, и опять 20—30 мин на воздухе до полного удаления запаха аммиака. Обсыпку с последующей сушкой повторяют несколько раз (че-тыре-пять), пока стенка огнеупорного покрытия не достигнет необходимой толщины. После этого блок формуют в стальной цилиндрической опоке, снабженной специальной скобой для закрепления ее на центробежной машине. Для формовки употребляют сухой кварцевый песок с однопроцентной добавкой борной кислоты, которая, расплавляясь при прокаливании формы, служит связующим материалом. Торцы опоки заделывают тем же песчаным наполнителем, но с добавкой (10—15%) водного раствора жидкого стекла, которое после затвердевания придает необходимую прочность заформован-ной опоке. Затем модельный состав выплавляют; для этого опоку ставят в предварительно нагретый до 200“С сушильный шкаф литни-кобой чашей вниз. После того как модельный состав вытечет, опоку переносят в муфельную печь, где при температуре 850—900°С форму прокаливают в течение 3—5 ч. Золото 583-й пробы перегревают до 1100 °С (температура плавления этого золота 950 °С) для лучшего заполнения и заливают его в форму, которую подогревают до 700 °С и устанавливают на центробежный станок. После заливки форму немедленно приводят во вращение со скоростью 160—170 об/мин. В течение 0,5—1 мин металл твердеет, форму снимают со станка и охлаждают в течение 3— 4 ч. Для освобождения отливки от огнеупорной оболочки ее кипятят в щелочном растворе и промывают в горячей воде. Затем готовые отливки отрезают от литника (который вновь идет в переплавку), отжигают и отбеливают в пятипроцентном растворе азотной кислоты, промывают и просушивают. Реклама:Читать далее:Прочие виды литьяСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|