|
|
Категория:
Сварка металлов Далее: Технология сварки под флюсом Источники сварочного тока. Для сварки под флюсом применяют источники переменного и постоянного тока с пологопадающей характеристикой. Используют преимущественно источники переменного тока в связи с большей экономичностью и хорошей устойчивостью горения дуги под флюсом. Для этой цели серийно выпускают трансформаторы ТСД-500-1, ТСД-1000-4 и ТСД-2000 в однокорпус-ном исполнении, со встроенными дросселями, с дистанционным управлением. При особо высоких требованиях к качеству шва, а также сварке изделий мало толщины применяют серийно выпускаемые преобразователи ПС-500, ПСО-500, ПС-1000, а также сварочные выпрямители ВС-500, ВС-1000-2, ВДУ-504, ВДУ-1001, ВДУ-1601. Автоматы. Очень широкое применение находят сварочныг автоматы тракторного типа для сварки на токах от 500 до 1600 А (АДС-1000-2, ТС-17М-У, ТС-35, АДФ-500 и др.). Рассмотрим в качестве примера сварочный автомат тракторного типа ТС-35, предназначенный для дуговой сварки под флюсом стыковых соединений с разделкой и без разделки кромок, для сварки угловых швов вертикальным и наклонным электродом и для сварки нахлесточных соединений. Трактор в процессе сварки может передвигаться непосредственно по изделию или по направляющей линейке. Сварочный автомат ТС-35 состоит из сварочного трактора, аппаратного ящика и источника питания. Трактор является самоходным механизмом, состоящим из сварочной головки и ходовой тележки с индивидуальными электроприводами. Механизм подачи обеспечивает подачу электродной проволоки диаметром 1,6—5,0 мм при помощи наборных роликов с насечкой. Скорость подачи проволоки регулируется в пределах 50—500 м/ч. Ходовая тележка служит для перемещения трактора вдоль свариваемого шва. Скорость сварки устанавливается подбором сменных шестерен в пределах 12—120 м/ч. На тележке установлена кассета для электродной проволоки, пульт управления и бункер для флюса.
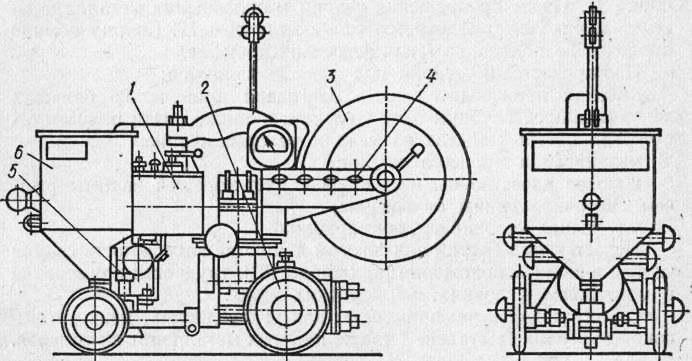
Рис. 1. Общий вид сварочного трактора ТС-35
Сварочная головка имеет два типа токоподводящих мундштуков 5. Для сварки электродной проволокой диаметром 3—5 мм на токах до 1000 А используют контактные ролики. Для сварки тонкой проволокой диаметром 1,6—2 мм на токах до 600 А применяют трубчатые мундштуки с наконечником в качестве скользящего контакта. В тех случаях, когда в процессе сварки перемещается само изделие, а сварочная головка остается неподвижной, применяют подвесные сварочные головки. В качестве подвесных головок могут быть использованы головки автоматов АБС, АДС-1000-2, АДФ-500 и др., имеющие отдельный электропривод для подачи электродной проволоки. При массовом производстве однотипных изделий (трубы, резервуары, балки) для повышения производительности повышают скорость сварки. Для обеспечения хорошего формирования шва при больших -скоростях для сварки стыковых соединений под флюсом применяют многодуговую автоматическую сварку. При многодуговой сварке шов выполняют несколькими раздельными дугами, допускающими независимое регулирование и режимы, обычно электродные проволоки плавятся в одну общую ванну. Наибольшее распространение получила двухдуговая и трехду-говая сварка, при которой стыковые соединения сваривают двумя или тремя дугами, расположенными вдоль шва. Сварку двумя дугами выполняют на скорости до 120—140 м/ч, производительность по сравнению с однодуговой сваркой увеличивается в 2,5—3 раза. Автоматы для многодуговой сварки в большинстве случаев состоят из комплекта двух или трех одноэлектродных сварочных головок, в них обеспечивается одновременная подача соответствующего числа электродных проволок при раздельном питании (двухдуговой автомат ДТС-38; А-639). Двухдуговые автоматы позволяют применять схему трехфазного питания и осуществлять сварку трехфазной дугой. Полуавтоматы. Применение автоматов для дуговой сварки под флюсом не всегда осуществимо и целесообразно. Сварку в труднодоступных местах, а также криволинейных и коротких швов можно выполнять шланговыми полуавтоматами. Сущность способа полуавтоматической сварки под флюсом заключается в том, что электродная проволока в зону сварки подается из кассеты, расположенной на 1,5—3 м от горелки (держателя), через специальный шланговый провод, который одновременно служит для подвода сварочного тока к электродной проволоке через мундштук горелки. Дуга вдоль свариваемых кромок перемещается вручную. Флюс в зону сварки поступает либо из небольшого бункера, укрепленного на горелке, либо по гибкому резиновому шлангу с помощью сжатого воздуха. Для подвода сварочного тока и направления электродной проволоки служит полый гибкий кабель, соединяющий сварочную горелку с механизмом подачи. Характерной особенностью полуавтоматической сварки под флюсом является применение электродной проволоки диаметром 1,6 — 2 мм при высоких плотностях тока, что обеспечивает глубокое про-плавление основного металла и сварку металла большой толщины. Полуавтоматическую сварку под флюсом можно выполнять как на переменном, так и на постоянном токе. Однако при сварке стыковых соединений тонкого металла и угловых швов с малым катетом предпочтительнее использование постоянного тока обратной полярности. Реклама:Читать далее:Технология сварки под флюсомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|