|
|
Категория:
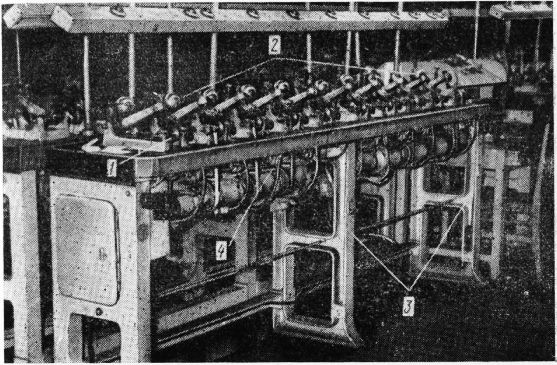
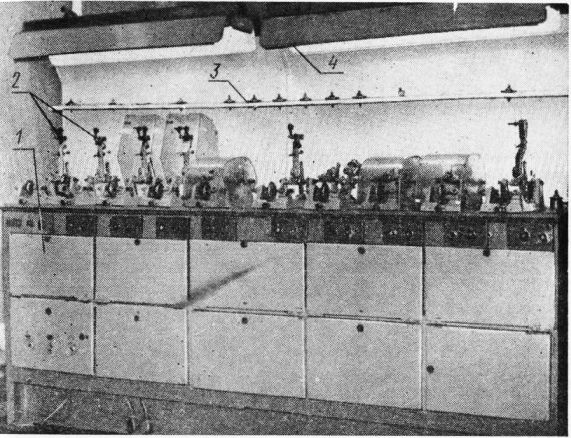
Обработка алмазов Далее: Технология распиливания Кристаллы алмаза распиливают на специальных станках. Имеется несколько вариантов конструкций распиловочных станков. На рис. 1 показан станок для распиливания алмазов, применяемый во многих зарубежных фирмах.
Рис. 1. Станок для распиливания алмазов фирмы «Беттонвиль»: Особенностью этого станка является массивная железобетонная станина и привод вращения распиловочных шпинделей от общего трансмиссионного вала. Применение бетонной станины обусловлено простотой ее конструкции и небольшими затратами на изготовление. Кроме того, массивная железобетонная станина снижает вибрацию, которая возникает от дисбаланса роторов электродвигателей и распиловочных шпинделей. Между распиловочной секцией и бетонной станиной прокладывается слой асбеста. Для создания наибольшего уплотнения прокладка из асбеста смачивается водой, затем поджимается болтами. На станине устанавливаются два ряда распиловочных секций по 30—40 шт. в ряд. Шпиндели вращаются от общего вала с помощью ременных передач.
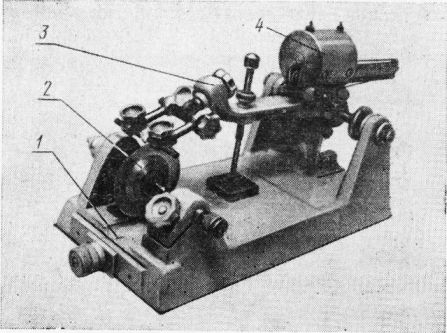
Рис. 2. Станок для распиливания алмазов типа СРБ: Станок имеет следующие недостатки: С учетом устранения этих недостатков Всесоюзным научно-исследовательским институтом Гознака была разработана конструкция станка марки СРБ. Распиливание выполняется тонкими дисками из оловянисто-фосфористой бронзы, шаржированными алмазным порошком. Станок состоит из стола распиловочных секций с индивидуальными приводами. Стол состоит из трех вертикальных литых чугунных стоек, соединенных между собой шестью связями уголкового сечения, к которым крепится деревянный проклеенный щит, покрытый сверху бакелитом.
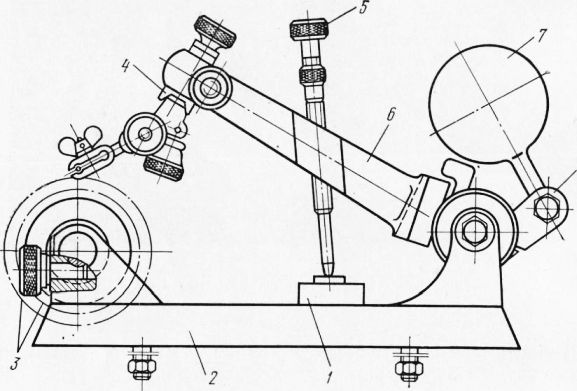
Рис. 3. Распиловочная секция: На столе закрепляются распиловочных секций (головок), каждая из которых состоит из станины, кронштейна, стрелы, оправок для крепления алмаза и шпинделя для установки распиловочного диска. Станина представляет собой литую плиту с двумя парами стоек. В передней паре в подшипниках вращается шпиндель с распиловочным диском. В качестве подшипников используются самшитовые вкладыши, которые должны быть специально обработаны перед установкой на – станок. Обработка заключается в пропитывании их в машинном масле для уменьшения трения между вкладышем и конусом шпинделя и для увеличения срока эксплуатации последнего. Пропитывают вкладыши в железной таре в течение 2—3 ч при температуре 120—130 °С. Стойкость самшитовых вкладышей с применением материи составляет 20—25 рабочих смен. Хорошие результаты получены при использовании вкладышей из капрона марки АК-20. Задняя пара стоек станины распиловочной секции предназначена для установки стрелы с оправками, в которых закрепляется алмаз. Шпиндель — цельный, приводится во вращение при помощи шкива. На шпинделе с помощью шайбы (фланца) и гайки закрепляется режущий диск, диаметр и толщина которого определяются размерами распиливаемого кристалла алмаза. Совмещение плоскости распиливания кристалла с плоскостью вращения диска достигается путем перемещения стрелы вдоль оси винта, закрепленного в задней паре стоек станины. Изменяя положение противовеса относительно оси кронштейна, можно изменять нагрузку на обрабатываемый алмаз. Во время работы стрела поддерживается в рабочем положении опорным винтом, который периодически выворачивается по мере углубления распиловочного диска в алмаз. Левая оправка с вклеенным кристаллом алмаза закрепляется в шарнирном устройстве стрелы. Правая оправка служит для поджима кристалла. Горизонтальное перемещение стрелы с ее осевым вращением относительно оси кронштейна, а также шарнирное устройство позволяют точно совмещать плоскость распиливания кристалла с плоскостью диска. Привод шпинделя во вращение осуществляется с помощью плоскоременной передачи от индивидуальных электродвигателей, закрепленных под столом. Все электродвигатели снабжены реверсивными переключателями, чтобы можно было изменять вращение шпинделя во время работы. Каждый электродвигатель установлен на кронштейне, положение которого может быть изменено путем поворота относительно оси. Положение кронштейна фиксируется регулировочным болтом, что позволяет регулировать натяжение приводного ремня. Включение и выключение электродвигателя производится тумблером, установленным на передней панели стола. В комплект станка входят специальные тиски для крепления шпинделя при смене распиловочных дисков, набор шпинделей с фланцами диаметрами от 50 до 70 мм (через 5 мм), набор оправок с диаметром сверления от 1,5 до 5,0 мм (через 0,5 мм).
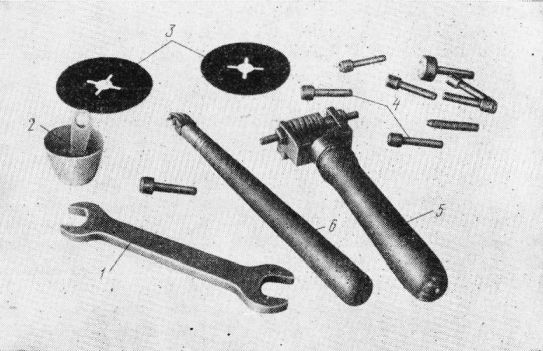
Рис. 4. Устройство для регулирования натяжения ремня При распиливании алмазов применяют следующую технологическую оснастку:
Рис. 5. Технологическая оснастка распиловщика: Недостатками станка СРБ являются: малая жесткость станины; недостаточная высота станка, что создает неудобства при ориентации кристалла алмаза; отсутствие возможности задавать соизмеримое усилие прижима кристалла на распиловочный диск. С целью дальнейшего совершенствования конструкции распиловочных станков и механизации процесса распиливания в СССР разработан и внедрен в производство новый вариант станка модели ШП-2. При разработке конструкции данного станка были учтены недостатки станка типа СРБ. Станок состоит из массивной чугунной станины и десяти распиловочных секций с индивидуальными приводами. В нишах станины расположено электрооборудование и ящики для хранения шпинделей, дисков и инструмента. Вращение распиловочного шпинделя осуществляется плоскоременной передачей, толщина синтетического ремня около 1 мм, мощность электродвигателя 0,12 кВт. Задание определенного усилия прижима кристалла к распиловочному диску осуществляется передвижением оттарированного груза по шкале, градуированной в граммах. Имеется специальное устройство для задания и контроля определенной глубины распиливания кристалла. Увеличена высота станка, что улучшает условия работы распиловщика. На рис. 7 изображена распиловочная секция станка модели ШП-2. Станина распиловочной секции представляет собой литую плиту с двумя парами стоек. В передней паре стоек в бронзо-графитовых подшипниках скольжения вращается шпиндель с распиловочным диском.
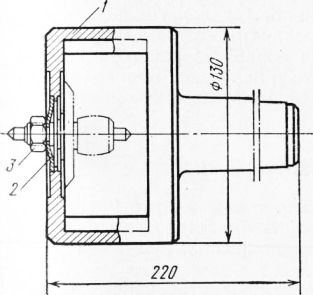
Рис. 6. Станок для распиливания алмазов модели ШП-2: Задняя пара стоек станины распиловочной секции служит для установки стрелы с оправками, в которых закрепляется алмаз. Одним из важнейших узлов распиловочного станка является шпиндель. Шпиндель состоит из оси и двух фланцев, один из которых жестко закреплен на оси, а второй — съемный — прижимается гайкой. Для повышения износостойкости конусов шпинделя последние выполнены из твердого сплава ВК6. Для обеспечения минимального дисбаланса линейные параметры шпинделя имеют жесткие допуски. При изготовлении распиловочного шпинделя можно добиться предельно допустимого остаточного момента, но вся сложность состоит в том, чтобы не внести дополнительного смещения центра тяжести при восстановлении конусов шпинделя. Необходимая точность может быть соблюдена при использовании для восстановления конусов приспособления, показанного на рис. 9. Основным элементом приспособления является цанга, позволяющая зажимать посадочные шейки переменного диаметра. За базовую плоскость принимается плоскость фланца.
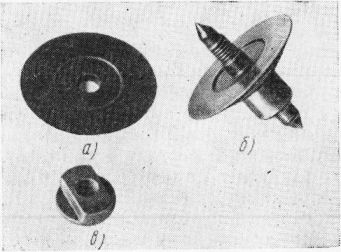
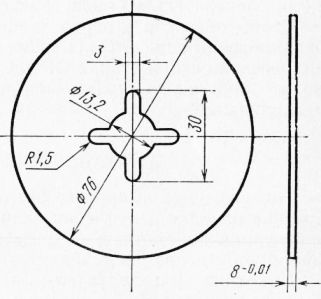
Рис. 7. Секция станка ШП-2: Режущим инструментом, применяемым при распиливании алмазов, является бронзовый диск. Диаметр диска зависит от диаметра применяемых шпинделей (максимальный 76 мм), толщина— от 0,04 до 0,09 мм. Сделанные разрезы в центре диска исключают возможность его искривления при закреплении между зажимными фланцами шпинделя.
Рис. 8. Распиловочный шпиндель в разобранном виде: В разных странах применяются распиловочные диски из сплавов различных химических составов.
Рис. 9. Приспособление для восстановления конусов распиловочного шпинделя:
Рис. 10. Распиловочный диск Диски вырубаются на эксцентриковом прессе усилием 10—15 Т с помощью штамп-компаунда. Основными требованиями, предъявляемыми к распиловочным дискам, являются плоскостность и пластичность. При проверке на пластичность глубина продавливания дисков толщиной 0,04—0,08 мм при диаметре пуансонов 8 мм равна 1,25—2,5 мм. При проверке на плоскость допускается неприлегание не более 1,5 мм. Термическая обработка распиловочных дисков выполняется в шахтной печи в специальном приспособлении по 60 шт. в кассете. Соблюдение технологии изготовления распиловочных дисков оказывает большое влияние на их стойкость. Обычно расход распиловочных дисков составляет 0,5 диска на карат сырья. При соблюдении правил эксплуатации дисков срок работы их можно увеличить, а расход дисков сократить до 0,2—0,3 диска на карат сырья. Расход дисков также можно уменьшить за счет уменьшения диаметра диска до 40—45 мм. Однако при этом уменьшается окружная скорость их и, следовательно, производительность труда распиловщика. Чтобы обеспечить определенное усилие прижима кристалла на распиловочный диск, была проведена доработка конструкции распиловочной секции станка СРБ. С целью получения высокой производительности устанавливается величина оптимального усилия при распиливании. Реклама:Читать далее:Технология распиливанияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|