|
|
Категория:
Контроль работ по металлопокрытиям Состав и структура служб контроля качества, их обязанности и права определяются положением об отделе технического контроля, утвержденным директором предприятия. Технический контроль рассматривают как равноправный и неотъемлемый элемент системы управления качеством продукции на предприятии, поэтому основной целью технического контроля является получение информации о ходе (состоянии) соответствующего процесса или его результатах для последующей выработки решений об управляющих воздействиях. Из этого следует, что измерения геометрических, механических, физических и других параметров изделия, выполняемые службами технического контроля на предприятии, не являются самоцелью, а разбраковка продукции на годную и дефектную, составление ведомостей дефектов, наложение временных запретов и другие локальные мероприятия не могут заметно влиять на уровень брака в производстве. В то же время непрерывно накапливающаяся в службах технического контроля информация о качестве контролируемой продукции является очень ценной. Ее правильное и своевременное использование позволяет управлять качеством выпускаемой продукции, оперативно совершенствовать конструкцию и технологию производства, проводить необходимое регулирование технологического оборудования в оптимальные сроки, не дожидаясь появления дефектных изделий, давать потребителям продукции твердые гарантии о содержании доброкачественных изделий в поставляемой партии и решать многие другие задачи управления качеством продукции. Контрольные операции — это составная часть технологического процесса; их разрабатывают одновременно с разработкой технологического процесса. Контрольная операция не влияет непосредственно на качество продукции, поэтому до сих пор в ряде случаев контроль считают второстепенной, вспомогательной, не производственной операцией. Такая точка зрения неверна. Основные функции по выполнению на предприятии контроля качества возлагают на отдел технического контроля (ОТК), являющийся самостоятельным структурным подразделением предприятия. Начальник ОТК подчиняется непосредственйо руководителю предприятия.
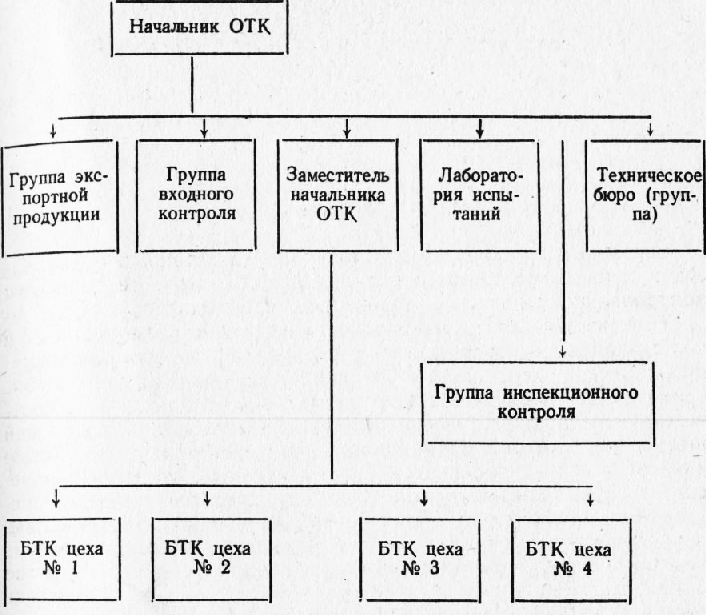
Рис. 1. Типовая схема организации ОТК
На рис. 1 приведен вариант типовой схемы организации службы ОТК на предприятии с численностью рабочих до 1000. На схеме показаны основные участки и направления деятельности аппарата ОТК — прежде всего это наблюдение за качеством продукции в процессе производства, осуществляемое через цеховые бюро технического контроля (БТК). Если предприятие выпускает экспортную продукцию, качество которой должно соответствовать особым требованиям, в состав ОТК входит сектор или группа экспортной продукции. В общем структура ОТК и основные обязанности работников ОТК вытекают из функций технического контроля на предприятии. Из перечня задач технического контроля видно, что функции его служб весьма многообразны, а функциональные обязанности каждого работника ОТК зависят от т°го, на каком конкретном участке он работает. Для проведения комплекса работ по контролю качества продукции на машиностроительном предприятии служба ОТК Должна быть полностью укомплектована высококвалифициро-ванным штатом. По квалификации контролер, принимающий продукцию, должен превосходить рабочего, изготовляющего эту продукцию Средние квалификационные разряды работников ОТК должны быть выше средних квалификационных разрядов изготовителей продукции. Так, в отечественном станкостроении отношение средних разрядов контролера и производственного рабочего составляет 1,1 —1,6. Количественный состав служб ОТК поддается точному расчету. Расчет можно выполнить на основании учета трудоемкости контрольных операций, которая зависит от количества и сложности принимаемой продукции, содержания контрольных операций, оснащенности ОТК средствами механизации и автоматизации, квалификации контролеров. Очевидно, указанная задача имеет оптимальное решение в каждом конкретном случае, поскольку завышенное число контролеров на предприятии так же нежелательно, как и заниженное. В большинстве случаев численный состав служб ОТК определяется действующими нормами. При расчете числа контролеров исходят из установленной для отрасли нормы обслуживания с учетом типа производства, специфики цеха, класса точности обработки и группы сложности деталей. Норма обслуживания соответствует среднему числу рабочих основного производства, приходящихся на одного контролера (для гальванических цехов машиностроительных заводов порядка шести человек). Реклама:Читать далее:Взаимоотношения ОТК с цехами и отделами завода. права и обязанности работников системы технического контроляСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|