|
|
Категория:
Сварка металлов Поточная линия — комплекс оборудования, на котором изготавливается изделие. По признаку механизации и автоматизации различают несколько типов поточных линий: линия с частичной механизацией, при которой наряду с ручной сваркой применяется полуавтоматическая шланговая сварка, а остальные процессы производственного цикла — раскрой металла, резка, сборка, окраска и др. — выполняются вручную; линия с комплексной механизацией, когда, например, применяется механизированная резка и полуавтоматическая сварка, а остальные процессы и операции по производственному циклу (сборка, окраска и др.) выполняются вручную; линия с частичной автоматизацией, при которой большинство процессов (резка, сварка) осуществляются автоматами, а остальные работы (сборка, контроль качества, окраска) выполняются с применением механизированного инструмента и приспособлений. Линия с комплексной автоматизацией представляет собой высшую форму поточного производства. В этом поточном производстве все работы, связанные с изготовлением сварных изделий, выполняются автоматами под наблюдением небольшого количества операторов. Высшие типы поточных линий целесообразно организовывать только при массовом производстве. В Советском Союзе имеются сотни поточных линий по производству ферм, балок, цистерн и др. Отметим некоторые поточные линии, разработанные в последние годы в стране. Разработана поточная линия по производству двутавровых балок с использованием высокочастотной сварки. Создан опытно-промышленный стан для изготовления балок высотой до 500 и шириной полки до 300 мм. Схематическое изображение стана представлено на рис. 1. В качестве исходного материала для стенки балки служит руло-нированная сталь толщиной до 12,7 мм. Применение рулонирован-ной стали облегчает непрерывный процесс изготовления балок. Толстолистовую сталь (12—20 мм) для полок балки поставляют отдельными листами, которые к месту сварки подаются один за другим специальными механизмами. Перед сваркой привариваемые торцы стенки обсаживают в специальных обсадных роликах для увеличения толщины листа в месте приварки стенки на 30%. Скорость сварки и потребляемая электрическая мощность зависят от толщины свариваемых стенки и полки. Максимальная скорость сварки достигает 60 м/ч. Производительность наиболее мощного из действующих станов достигает 60—70 тыс. т в год. Один стан обслуживает 10—15 операторов. Для его работы необходима площадь 120×15 м. На Днепропетровском заводе металлоконструкций им. Бабушкина имеется поточная линия изготовления сварных двутавровых балок. На этой линии из листовой и широкополосовой стали низкоуглеродистых и низколегированных марок изготовляют сварные двутавровые балки высотой 600—2000 мм.
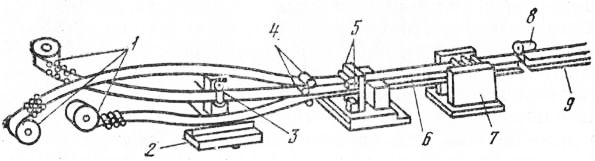
Рис. 1. Схема стана для сварки ТВЧ двутавровых балок:
1 — размотка и рихтовка. 2 — механическая обработка кромок полок. 3 — обсадка кромок стенки, 4 — направление полок, 5 —сварка. 6 — зона охлаждения, 7 —правка, 8 — обрезка, 9 — выход готовой балки
Часть оборудования (например, сборочный стан, специальные трехэлектродные сварочные автоматы, магнитные кантователи, машины для правки грибовидности полок после сварки) впервые применена в мировой и отечественной практике. Основной особенностью технологического процесса изготовления балок является применение высокомеханизированной сборки с предварительным натяжением вертикальной стенки для уменьшения остаточных деформаций от сварки и трехэлектродной дуговой автоматической сварки под флюсом. Псковский завод тяжелого электросварочного оборудования изготавливает для автоматической линии оборудование для сварки дверей грузовых полувагонов. Агрегат действует с большой скоростью: каждый час с потока сходит тридцать готовых изделий. Прежде для такого объема работ требовалось двенадцать сварщиков. Контактная точечная сварка, пришедшая на смену дуговой, позволяет в 1,5 раза повысить прочность изделий и обойтись без их дополнительной обработки. Реклама:Читать далее:Нормирование времени на сварку и резкуСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|