|
|
Категория:
Сварка металлов Термитная сварка — вид сварки плавлением. Местный нагрев производится сгоранием термита — железной окалины в смеси с порошкообразным алюминием. При термитной сварке применяют специальные тигли для сжигания термита. Термитная смесь поджигается специальными «термитными спичками» (магниевый термит). Сме«? горит за счет кислорода окалины и не нуждается в кислороде воздуха. Горение протекает равномерно, без взрывов. В тигле от сгорания термита образуются расплавленный металл и шлак. Из отверстия на дне тигля расплавленный металл выливается в заформованное и предварительно нагретое место сварки. Расплавленный металл подогревает кромки металла деталей до расплавления и после охлаждения образует шов. Разъемная форма снимается, а шлак с поверхности стыка срубается и зачищается. Для увеличения количества расплавленного металла в термит добавляют до 50% обсечки, гвоздей или стружки, а для легирования — ферросплавы и графит.
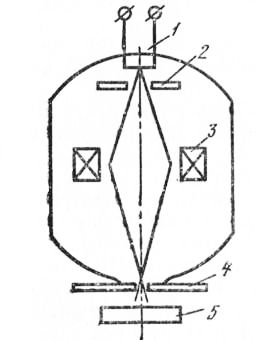
Рис. 1. Схема сварки электронным лучом на воздухе:
1 — катод, 2 — авод, 3 — фокусирующее устройство, 4 — сопло, 5 — свариваемое изделие
Термитная сварка применяется для соединения встык трамвайных, иногда и железнодорожных рельсов, а также стержней и валов больших диаметров. Сварка трением — один из видов Ьварки давлением. Местный нагрев кромок металла свариваемых деталей осуществляется теплом, возникающим от трения при перемещении друг относительно друга соединяемых деталей, которые сжаты осевой силой. Помимо нагрева металла силы трения разрушают поверхностные пленки окислов. Сварка выполняется на специальных машинах. Одна из свариваемых деталей неподвижна, вторая, прижатая к первой,—вращается. Когда температура в стыке достигнет температуры сварки, трение резко прекращается, а осевое усилие возрастает. Сварка трением широко применяется для соединения стержней, труб, режущего инструмента, деталей из разнородных металлов. Ее преимущества — высокое и стабильное качество соединений, малая подводимая мощность, высокая производительность. Промышленностью выпускается значительное количество машин для сварки трением. Ультразвуковая сварка аналогична сварке трением, но осуществляется в микрообъемах металла. Она выполняется совместным действием механических колебаний высокой частоты (свыше 20 кГц) и небольших сжимающих усилий. Механические колебания создаются ультразвуком. Колебания и сжимающее усилие передаются свариваемым тонким листам через специальные устройства. Колебания высокой частоты разрушают поверхностные загрязнения и нагревают свариваемые части в микрометалле, а давление , (сжимающая сила) обеспечивает атомную связь между ними. Обычно эта связь образуется между поверхностными зернами. Получается точечная сварка. Наложением одной точки на другую получают шовную сварку. Ультразвуковая сварка возможна лишь для соединения тонких материалов (алюминия толщиной менее 1,5 мм; сплавы железа — менее 1 мм). Прочность сварных соединений, выполненных ультразвуковой сваркой, достигает прочности основного материала. Ультразвуком можно сваривать также и неметаллические материалы: полиэтиленовые пленки, пластмассы и др. Сварка взрывом — вид сварки давлением, осуществляемый действием взрыва. В зоне соединения металл нагревается в результате образующейся пластической деформации. Сварные листы располагаются на расстоянии 2—3 мм и под углом 2—7° друг к другу. На тонком наклонном листе помещается равномерным слоем взрывчатое вещество. Под действием взрыва тонкий лист ударяется о толстый, привариваясь к нему. В момент взрыва между листами создаются большой величины сжимающая сила и направленная струя воздуха, которая очищает поверхность листов. Зона соединения достигает 0,3—0,4 мм. Сварка взрывом стала внедряться в народное хозяйство страны с 1964 г. Она находит все большее применение для получения биметаллических заготовок, сварки изделий трубчатого сечения и др. При сварке взрывом можно получить сварные соединения практически неограниченной площади, например, осуществлены соединения площадью 15—20 м2. Сварное соединение образуется в течение миллионной доли секунды, что исключает возникновение диффузионных процессов; поэтому сваркой взрывом можно соединять такие разнородные металлы, которые при сварке плавлением давали бы хрупкие соединения. Холодная сварка — один из видов сварки давлением. Она осуществляется без нагрева металла внешними источниками тепла, но с образованием пластической деформации в месте сварки. Этой сварке подвергаются в основном пластичные материалы (алюминий, медь, свинец и др.). Холодная сварка применяется для соединения проводов и шин из алюминия и меди специальными клещами. Дугопрессовая сварка применяется для соединения труб диаметрами до 50 мм. Магнитным полем, специально создаваемым катушками, охватывающими стык трубы, дугу заставляют вращаться по контуру сварки. После нагрева места сварки происходит осевое сжатие свариваемых труб. Импульсно-магнитная сварка. Этот вид сварки прогрессирует с 1955 г. Сварочный процесс протекает в короткое время — 0,01 с. Зона термического влияния в стыковом соединении достигает 0,01 мм. Сварка выполняется давлением на специальных машинах. После начала сварки давление верхнего электрода усиливается импульсным магнитным полем. Благодаря этому подача верхнего электрода в период осадки свариваемых металлов ускоряется настолько, что приобретает ударный характер. Прочность сварных соединений при любом виде нагрузки равна прочности основного металла. Реклама:Читать далее:Механизация сборочных работ при сваркеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|