|
|
Категория:
Обработка алмазов Обработка алмазного сырья по заданным параметрам. Возможность огранщика влиять на выход годного ограничена требованиями технических условий на геометрические параметры бриллианта. Однако знание определенных приемов огранки позволяет получать бриллианты более высокой массы. Практически на огранку поступают ооточенные заготовки с коэффициентом обточки Л = (0,12—0,20)D. Задача огранщика состоит Б том, чтобы при данной высоте пояска заготовки огранить бриллиант по параметрам технических условий, обеспечивающим получение максимального объема верхней части бриллианта, а следовательно, и его массы. Это особенно важно при обработке дефектных и цветных бриллиантов группы Б, а также мелких бриллиантов, диапазон значений параметров верхней части которых значительно шире, чем у высококачественных и крупных бриллиантов. Геометрические параметры верхней части бриллианта максимальной массы в зависимости от диаметра и высоты пояска обточенной заготовки приведены в приложении. Сохранение максимального диаметра. При огранке алмазов в бриллиант необходимо идти в направлении получения максимального диаметра, так как в этом случае обеспечивается наиболее эффективное использование алмазного сырья. Особенно важно сохранять максимальный диаметр бриллиантов, массы которых находятся на границе весовых групп: мелкие-средние-крупные. В этих случаях увеличение массы на 0,01 КаР может резко сказаться на цене бриллианта. В том случае, когда на огранку поступает заготовка высокого качества (для изготовления бриллианта группы А) с завышенной высотой пояска (выше 19,0%), более высокую массу бриллианта можно получить за счет увеличения его диаметра. Это достигается расположением площадки под некоторым углом к плоскости распиливания. Увеличение высоты пояска рундиста. Изготовление бриллиантов с увеличенной высотой пояска рундиста приводит к увеличению массы бриллианта. Однако следует отметить, что увеличивать высоту пояска можно только при изготовлении мелких бриллиантов и бриллиантов пониженного качества, так как утолщение пояска рундиста ухудшает внешний вид бриллианта. Увеличение углов наклона основных граней низа и верха бриллианта. Повысить массу бриллианта можно, увеличив его объем, что достигается увеличением углов наклона основных граней и высоты верхней части. При этом следует помнить, что бриллианты с очень глубоким низом и высоким верхом теряют до 34% отражательной способности и имеют серый металлический блеск. Огранка бриллиантов с оставлением «найфов». Чтобы повысить коэффициент использования алмазного сырья, в процессе шлифования оставляют на бриллианте найфы — небольшие участки естественных граней. Найфы свидетельствуют о том, что из обработанной заготовки получен (при всех прочих равных условиях) бриллиант максимально возможной массы.
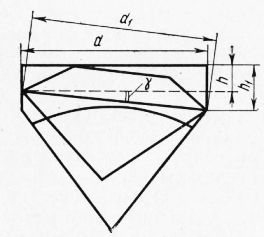
Рис. 1. Схема огранки бриллианта с наклоном площадки относительно плоскости распиливания В целях получения наибольшой массы бриллианта незначительные участки естественных граней кристалла, прилегающих к рун-дисту, не шлифуют. Остатки естественных граней — «найфы», как правило, остаются у основания линии раздела парных клиньев нижней части бриллианта и расположены по отношению к плоскости Рундиста под углом 54°44’.
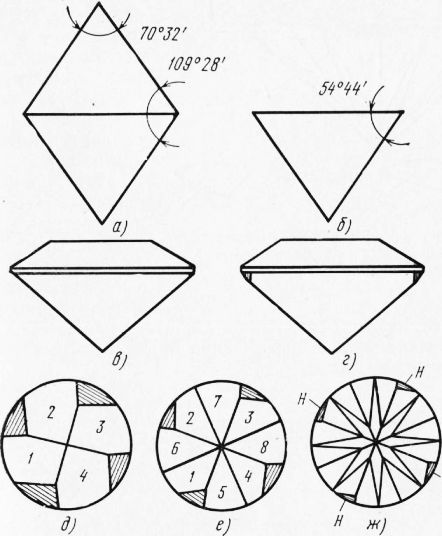
Рис. 2. Процесс образования «найфов»: Преимущественная форма найфов показана на рис. 260. Найфы ооычно не снижают цены бриллианта, если они выполнены в пределах указанных норм. По величине остатки естественных граней должны быть такими, чтобы не просматривались сверху у рундиста и не искажали геометрию бриллианта. Количество найфов на одном бриллианте не должно превышать четырех и зависит от исходной формы заготовки. Размеры найфов по высоте должны быть не более 10% высоты низа бриллианта или не более ‘Д высоты верха. Протяженность найфов вдоль рундиста не ограничивается. Поверхность найфов не должна иметь ярко выраженной ступенчатости, глубоких следов травления, сколов и выколов.
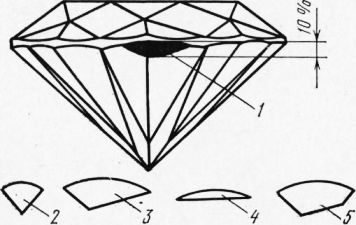
Рис. 3. Форма и размер «найфов»: При прочих равных условиях (геометрических параметрах, огранки, плотности и др.) масса бриллианта будет больше в случае, когда при шлифовке оставлены «найфы». Способ огранки с оставлением «найфов» нашел широкое применение в отечественной и зарубежной практике для повышения выхода годного.
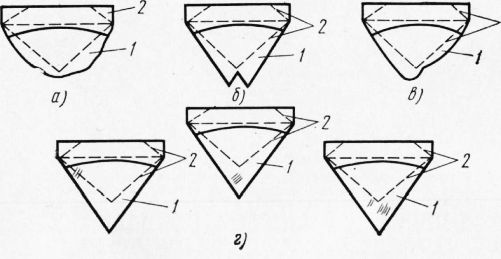
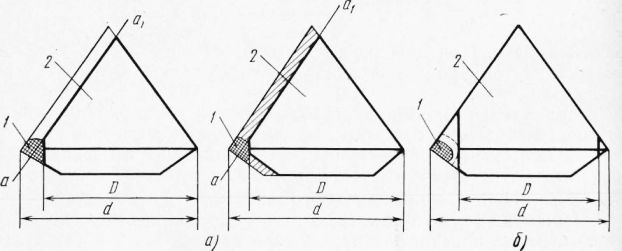
Рис. 4. Полуфабрикаты с дефектами: Оставление найфов невозможно при огранке полуфабрикатов, высота пояска которых значительно превышает расчетную по всей окружности, и на полуфабрикатах, имеющих следующие дефекты: малая высота; развитые отрицательные вершины; большие сколы в нижней части; различные дефекты в нижней части. Правильная организация работы при выведении отдельных дефектов в полуфабрикатах. Экономичность расходования сырья при огранке зависит от соблюдения правил выведения дефектов. Для примера рассмотрим правильные и неправильные способы выведения дефектов, расположенных в различных местах заготовки. Дефект расположен на нижней грани. Правильная обработка показана на рис. 5, а. Дефект выводят шлифованием одной плоскости. Плоскость шлифуют до расчетной высоты пояска. При доводке алмаз обрабатывают не по всей окружности, а только с одной стороны, что позволяет сохранить массу алмаза.
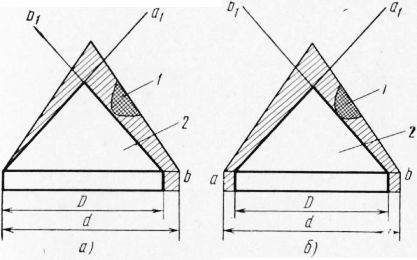
Рис. 5. Выведение дефекта, размещенного в нижней части заготовки: Неправильная обработка показана на рис. 5, б. Полуфабрикат подшлифовывают с четырех сторон, чтобы вывести шип в центр. Доводят алмаз по всей окружности, что приводит к нерациональным потерям алмазного сырья. При такой обработке диаметр заготовки, а следовательно, и масса бриллианта уменьшается. Таким образом, неправильно организованная работа по выведению дефекта привела к потере алмазного сырья и снижению цены бриллианта вследствие уменьшения его массы. Дефект находится на площадке. Правильная обработка показана на рис. 6, а. Дефект выводят смещением плоскости шлифования относительно площадки полуфабриката. Поясок уменьшается с одной стороны, шип смещается с центра. При доводке полуфабриката алмазную массу снима-ют с одной стороны, что позволяет незначительно уменьшить диаметр заготовки. Неправильная обработка показана на рис. 6, б. Дефект выводят шлифованием по всей плоскости полуфабриката. Поясок меньшается по всей окружности заготовки, шип выводится в центр. При доводке алмазную массу снимают равномерно по всей окружности. В результате диаметр и масса значительно уменьшаются. Неправильный способ выведения дефекта привел к потере алмазного сырья и значительному снижению цены бриллианта.
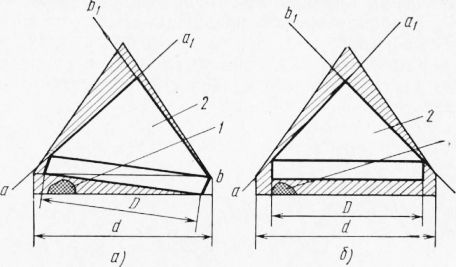
Рис. 6. Выведение дефекта, размещенного на площадке: Дефект находится на линии рундиста. Правильная обработка показана на рис. 7, а. Дефект выводят шлифованием граней и последующей доводкой полуфабриката, снимая незначительное количество алмазной массы. Диаметр и масса заготовки уменьшаются на небольшую величину.
Рис. 7. Выведение дефекта, размещенного на линии рундиста: Неправильная обработка показана на рис. 7, б. Дефект выводят обдиркой. Односторонний съем алмазной массы увеличивает потери и трудоемкость обработки. При подаче резца дефект может увеличиться в размере и даже привести к расколу. Таким образом, потери алмазного сырья увеличились, цена бриллианта снизилась вследствие уменьшения его массы. Изменение геометрических параметров. Возможности повышения выхода годного вследствие изменения геометрических параметров при изготовлении бриллиантов ограничены требованиями, предусмотренными ТУ к качеству бриллианта. Реклама:Читать далее:Пути повышения производительности труда при огранкеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|