|
|
Категория:
Наплавка Для полуавтоматической сварки применяются шланговые полуавтоматы толкающего типа, тянущего типаи тянуще-толкающего типа. Тип полуавтомата определяется местом расположения электродвигателя.
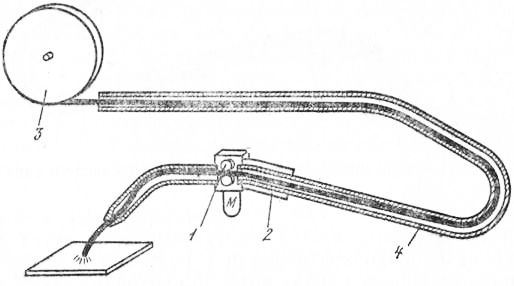
Рис. 1. Схема шлангового полуавтомата тянущего типа:
1 — подающие ролики. 2 — держатель горелки, 3 — катушка с проволокой, 4 — шланг, М — электродвигатель механизма протягивания
Сопротивление прохождению проволоки зависит от количества изгибов шланга, его длины и материала трущихся поверхностей проволоки и канала.
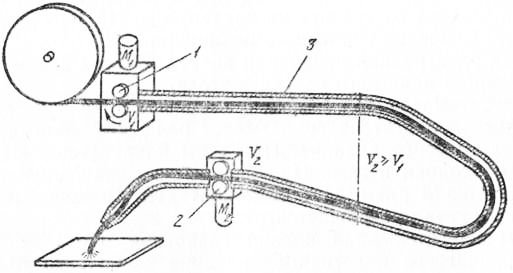
Рис. 2. Схема шлангового полуавтомата тянуще-толкающего типа:
1— толкающий электродный ролик. 2 — тянущий электродный ролик, 3 шланг, Л1| и Л12 — электродвигатели
Это сопротивление при работе полуавтомата меняется, что ведет к нарушению равномерности подачи проволоки и стабильности процесса сварки. Сопротивление проталкиванию проволоки может настолько увеличиться, что двигатель механизма подачи остановится или начнется пробуксовка проволоки в подающих роликах. Для порошковых проволок из алюминия и титана, имеющих повышенный коэффициент трения, сопротивление проталкиванию намного больше, чем для стальных проволок сплошного сечения. Поэтому для снижения сопротивления проталкиванию применяют спирали, изготовленные из материалов с малым коэффициентом трения, или обычные спирали, смазанные нейтральной смазкой (например, дисульфидом молибдена, снижающим сопротивление проталкиванию в 1,5—2 раза). Применение спиралей из бронзы снижает сопротивление в 2—3 раза по сравнению со сталью, а в трубках из фторопласта — в 6—10 раз. Для мягких проволок из алюминия и его сплавов или порошковой проволоки с высоким коэффициентом трения (за счет неровностей поверхности проволоки), а также для проволок малого диаметра (менее 0,8 мм), способных сминаться в канале, полуавтоматы толкающего типа неприменимы. В этих случаях применяют полуавтоматы тянущего типа, механизм подачи которых расположен в горелке. Однако длина шлангов этих полуавтоматов ограничивается малой мощностью электродвигателя (до 100 Вт) и не превышает 1 м. Более длинные шланги требуют увеличенной мощности и массы двигателей, а следовательно, большой массы горелки. В полуавтоматах со шлангами более 5 м применяются механизмы подачи тянуще-толкающего типа, в которых имеется толкающий механизм с двигателем М\, расположенный рядом с катушкой электродной проволоки, и тянущий механизм с двигателем М2, расположенный в горелке. Это значительно утяжеляет горелку, но устраняет неравномерность подачи проволоки в зону сварки. Реклама:Читать далее:Особенности конструкции полуавтоматовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|