|
|
Категория:
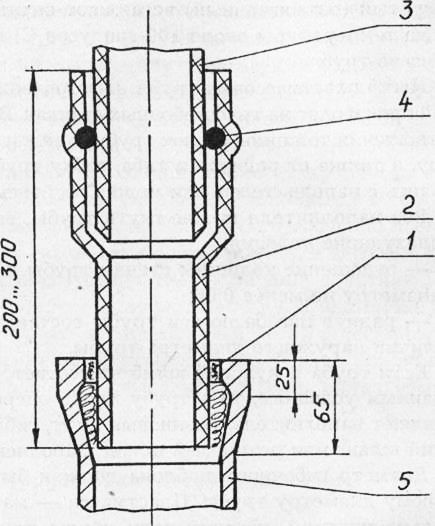
Cлесарно-сборочные работы Далее: Соединение керамических труб При сооружении канализационных трубопроводов очень часто используют трубы из пластмассы: полиэтилена (ЛИП), полипропилена (ПП) или непластифицирован-ного поливинилхлорида (ПВХ). При отборе пластмассовых труб (и фасонных частей к ним) для прокладки канализации особое внимание уделяют их качеству: на их поверхностях не должно быть трещин, раковин, пузырей, вздутий и посторонних включений, видимых невооруженным глазом; концы труб должны быть обрезаны перпендикулярно их осям, а кромки зачищены от заусенцев. Монтаж трубопровода из пластмассовых труб можно производить методом сварки, склеивания или раструбных соединений. Для стыковки труб методом сварки используют универсальную установку. Техника сварки пластмассовых труб проста: торцы труб очищают от загрязнений и окисной пленки, обезжиривают и оплавляют электронагревательным Диском; затем диск убирают, а оплавленные концы труб соединяют под небольшим давлением и выдерживают в течение 20-30 секунд. Главный критерий прочности сварного соединения — быстрота проведения операции: промежуток времени между окончанием нагревания и соединением оплавленных концов свариваемых деталей не должен превышать двух-трех секунд. Сварные швы после остывания можно обработать напильниками. Если нужно сварить раструбные трубы (или фасонные детали), то сварку производят следующим образом: после очистки и обезжиривания мест сварки на конце трубы без раструба снимают фаску под углом 30-45 градусов, затем ее нагревают до оплавления и вставляют в раструб другой трубы (или фасонной детали) до упора, слегка припрессовывают и выдерживают под давлением 20-30 секунд. При эксплуатации трубопровода из пластмассовых труб, смонтированного методом сварки, следует учесть, что прочность соединений в стыковых швах на 10% ниже, чем прочность самих труб. С повышением температуры труб прочность швов снижается (так, при нагревании трубы до 80 градусов, прочность стыка составляет всего 20% от прочности основного материала). Склейке поддаются только трубы из поливинилхло-рида. Для склеивания можно использовать один из следующих составов клея: Данные клеевые смеси летучи, поэтому для получения прочной склейки рекомендуется использовать свежеприготовленную смесь (не позднее 4 часов с момента приготовления). Перед процессом склеивания концы труб следует должным образом подготовить: место соединения очистить от -загрязнения, наружную поверхность ровного конца трубы и внутренюю поверхность раструба зачистить шлифовальной шкуркой и обезжирить метиленхлоридом. Клей на подготовленные поверхности наносят равномерным тонким слоем: на внутреннюю поверхность раструба — на 1/3 его длины (расположенную в глубине), на наружную поверхность ровного (калиброванного) конца трубы — на всю длину калиброванной поверхности. Затем калиброванный конец трубы вводят в раструб до упора, слегка припрессовывают соединение и выдерживают под давлением в течение 5 минут. Склеенные таким образом узлы трубопровода можно использовать для дальнейшего монтажа через 2 часа. И все же наиболее прочное соединение пластмассовых труб при монтаже системы канализации получают путем раструбного соединения с применением уплотнитель-ных резиновых колец. Непроницаемость такого соединения достигается за счет упругости резинового кольца, сжатого между стенками раструба и ровным концом трубы. Соединение пластмассовых частей канализационного трубопровода на раструбах производится в следующей последовательности: Для соединения пластмассовых сифонов санитарно-технического оборудования с системой канализации применяют резиновые переходные детали; для подсоединения чугунных фасонных деталей к системе канализации из пластмассовых труб используют полиэтиленовые патрубки с раструбом на одном конце (рис. 1).
Рис. 1. Подсоединение чугунных фасонных деталей к пластмассовым канализационным трубам: 1 — просмоленная прядь и цементный раствор; 2 — полиэтиленовый патрубок с раструбом; 3 — труба из ПВХ; 4 — уплотнительное резиновое кольцо; 5 — чугунная фасонная деталь
Вполне возможно, что при сооружении канализационного трубопровода из пластмассовых труб вам потребуется сформовать раструб, произвести изгиб трубы или изготовить гнутые детали. В предверии всех этих операций трубы в месте предполагаемой деформации следует размягчить в нагретом глицерине: температура глицерина для размягчения труб из ЛИП должна быть 105 +/- 5 градусов С, для труб из ПВХ — 135 +/- 5 градусов С, для труб из ПП — 165 +/-5 градусов С. Трубу помещают в ванну с нагретым глицерином на несколько секунд (в зависимости от толщины стенок труб), после чего формуют раструбы (холодный конец трубы зажимают в тисках, а в нагретый (размягченный) вставляют оправку, подогретую до температуры около 100 градусов С) или производят изгиб труб. Изгиб пластмассовых труб и изготовление гнутых деталей производят на трубогибочных станках. В зависимости от отношения толщины стенок трубы к ее наружному диаметру, а также от радиуса изгиба, гибку труб нужно производить с наполнителем или можно обойтись без оного. Без наполнителя можно гнуть трубы, если соблюдены следующие условия: Если труба и нужный изгиб не соответствуют вышеназванным условиям, то в трубу перед операцией изгиба вставляют наполнитель: резиновый жгут, гибкий металлический шланг или резиновый шланг, заполненный песком. Диаметр гибочного шаблона должен быть равен наружному диаметру трубы. Пластм’асса — материал относительно упругий, поэтому если нужно получить изгиб, например в 90 градусов, то трубы следует перегибать на 6-10 градусов. Сформованный раструб — на шаблоне, а изгиб — в зафиксированном положении на трубогибочном станке охлаждают до температуры окружающего воздуха водой. Реклама:Читать далее:Соединение керамических трубСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|