|
|
Категория:
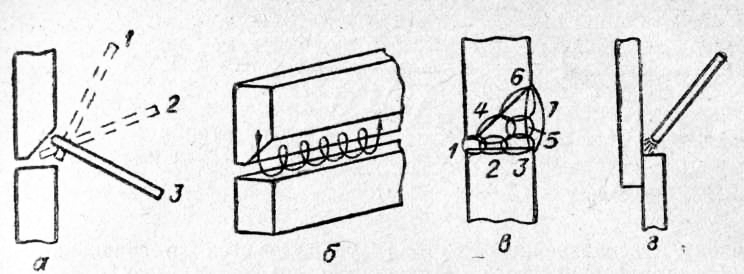
Сварка металлов Сварка швов в горизонтальном положении на вертикальной плоскости еще более затруднительна, чем сварка швов в вертикальном положении, и требует более высокой квалификации сварщика. При такой сварке условия формирования шва еще более затруднительны. Величина сварочного тока принимается на 10—20% меньше по сравнению со сваркой в нижнем положении. Наибольшие трудности представляет сварка в горизонтальном положении однопроходных (однослойных) швов стыковых соединений с разделкой кромок. Для лучшего формирования шва скос кромки делают только у верхнего листа. Дугу возбуждают на нижней нескошенной кромке, проваривают корень шва, постепенно переводят ее на скошенную кромку верхнего листа, поднимая вверх стекающую каплю металла, заполняя расплавленным металлом всю разделку за один проход. Сварку выполняют электродами диаметром не более 4 мм, сообщая концу электрода петлеобразные движения.
Рис. 1. Сварка швов в горизонтальном положении: Удобнее сваривать горизонтальные швы в несколько проходов отдельными продольными валиками. Первый валик (корень шва) выполняют электродами диаметром 2—3 мм, последующие внутренние валики — диаметром 4—5 мм. Последний, отделочный (декоративный), валик выполняют электродами диаметром 4 мм, сообщая концу электрода петлеобразные движения. Наиболее легко выполняются в горизонтальном положении сварные швы нахлесточных соединений, т. к. горизонтальная кромка нижнего листа образует полочку, удерживающую расплавленный металл. Реклама:Читать далее:Сварка швов в потолочном положенииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|