|
|
Категория:
Обработка алмазов Технологическим процессом называется последовательное изменение формы, размеров симметрии внешнего вида заготовки от момента поступления на обработку до получения готового изделия. Операция — законченная часть технологического процесса, выполненная на одной или нескольких заготовках одновременно и непрерывно на одном рабочем месте. В зависимости от условий организации производства операция может быть выполнена одним или несколькими рабочими. Установка — часть операции, выполненная при одном закреплении обрабатываемого изделия в приспособлении. Переход — часть операции, выполняемая без смены инструмента и приспособления, без перестановки заготовки на станке, в приспособлении. Технологическая карта — основной документ, указывающий на последовательность и режимы обработки изделия, содержание работ на каждой операции, методику и средства контроля, используемое оборудование и технологическую оснастку при изготовлении изделия.
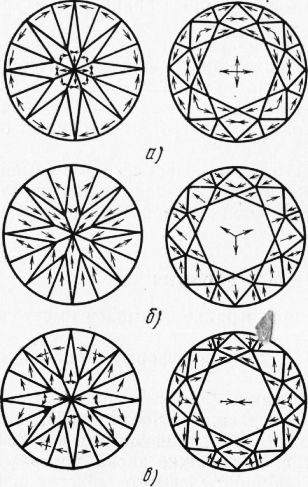
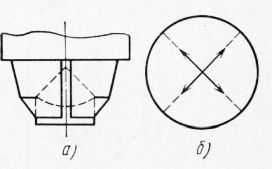
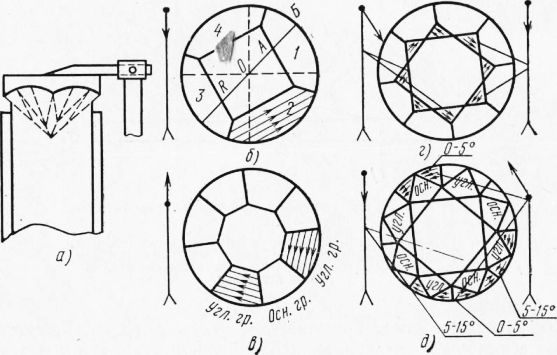
Рис. 1. Теоретические наивыгоднейшие направления шлифования алмазов в бриллианты: Технологическая карта на огранку бриллианта круглой формы по операциям, приведенная в приложении, состоит из следующих операций: Просмотр заготовки. Прежде чем приступить к шлифованию, огранщик внимательно просматривает заготовку через лупу шестикратного увеличения; при этом он должен определить характер и расположение дефектов в заготовке и наметить методы их устранения или размещения таким образом, чтобы получить бриллиант наибольшей массы с максимальной игрой. Кроме того, огранщик должен выбрать и подготовить необходимую технологическую оснастку соответственно размерам и форме заготовки. Шлифование площадки. Полуфабрикат после обточки устанавливают в гнездо специальной оправки цангового патрона, заполненное асбестом. Кроме цангового патрона, для шлифования площадки можно использовать обычную цангу. Полуфабрикат устанавливают таким образом, чтобы ]/з высоты его пояска выступала выше лепестков цанги. В том случае, когда площадку размещают параллельно плоской сетке куба, она имеет четыре оптимальных направления шлифования (рис. 232). Если кристалл прошел операцию распиливания, шлифовать площадку можно параллельно или перпендикулярно рискам, оставшимся на площадке после распиливания. Если на площадке имеются дефекты в виде трещин, включений, сколов и т. п., следует удалять только те из них, которые не могут быть выведены при последующем шлифовании граней верха. Огранка низа бриллианта. На поясок обточенного полуфабриката наносятся границы линии рундиста относительно верхней и нижней частей бриллианта с помощью приспособления для отметки рундиста.
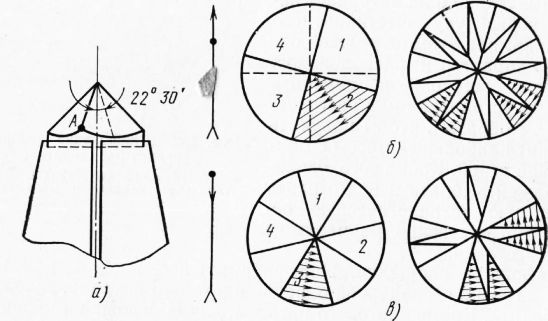
Рис. 2. Шлифование площадки круглого бриллианта: Затем его настраивают по нониусу на угол 40—42° и устанавливают в положение, показанное на рис. 3, а. На этом заканчивается подготовительная работа для выполнения операции шлифования. Шлифование и полирование четырех основных граней низа. Шлифование выполняют последовательно под углом 40—42° к плоскости рундиста. Переход с одной грани на другую достигается смещением на 90° делительного устройства приспособления. Наивыгоднейшее направление шлифования показано на рис. 3, б. Оно параллельно плоскости рундиста. При нанесении четырех граней низа очень важно, чтобы все грани были отшлифованы под одинаковыми углами наклона и сходились в одной точке на оси бриллианта, называемой шипом.
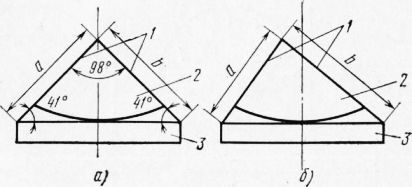
Рис. 3. Огранка низа бриллианта: Контрольный замер угла наклона граней выполняют угломером после постановки первой грани низа. После постановки четырех граней низа, когда шип размещен в центре бриллианта, при проверке на просвет виден равнобедренный треугольник и угол между ребрами у шипа 98°. Если шип смещен с оси симметрии бриллианта, при проверке на просвет одна из сторон треугольника просматривается длиннее другой. После шлифования и полирования четырех граней низа необходимо проверить качество рундиста на наличие пористости (просмотром через лупу 6х). Если у основания граней на линии рундиста заметны мелкие трещинки, полуфабрикат отправляют на обточку для того, чтобы устранить эти трещинки, которые появляются на полуфабрикатах с пористым пояском. Шлифование четырех угловых граней низа. После полирования четвертой основной грани низа головку приспособления с алмазом разворачивают на 180°, а делительный лимб смещают на 45°. На ребре одной из основных граней полуфабриката шлифуется первая угловая грань. При переходе на каждую последующую грань делительный лимб смещают на 90°. Таким образом шлифуют все четыре грани в направлении, противоположном направлению шлифования четырех основных граней низа. Угловые грани должны быть такого же размера, что и основные грани, и в нижней части сведены в одну точку-—шип бриллианта. На рис. 3, в показано положение головки приспособления и направление шлифования при постановке угловых граней низа.
Рис. 4. Метод контроля при постановке граней низа: При огранке мелких бриллиантов, чтобы уменьшить износ цанг перед постановкой угловых граней, кристалл устанавливают в цанге таким образом, чтобы ребро основной грани находилось против прорези цанги. Шлифование клиньев на гранях низа. После нанесения угловых граней угол на нониусе увеличивают на 1—2° и, не меняя положения приспособления, шлифуют парные клинья низа. ‘При этом отшлифованная грань смещается вправо на 11°15’, и на ней наносится первый полуклин. Сместив положение грани влево на 22°30’, шлифуют второй полуклин на этой же грани. Таким же образом шлифуют клинья на остальных угловых гранях и восемь парных клиньев на четырех основных гранях. Положение головки приспособления и оптимальное направление шлифования соответствуют условиям шлифования граней. Когда кристалл алмаза имеет значительные отклонения от правильной формы или когда смещение первой грани от естественной грани октаэдра не соответствует 22°30’, направление шлифования клиньев низа не совпадает с направлением шлифования граней. Отшлифованные клинья должны быть равными по ширине у рундиста и одинаковыми по высоте (80—90% высоты нижней части бриллианта). Ребра между клиньями должны быть четкими и не иметь сколов. Поверхность их не должна быть матовой. Огранка верхней части бриллианта. Для шлифования верхней части бриллианта подбирают оправку с диаметром сверления на 0,3—0,5 мм меньше диаметра полуфабриката. Оправку закрепляют в приспособлении, а полуфабрикат устанавливают шипом в отверстие оправки таким образом, чтобы его площадка была перпендикулярна продольной оси оправки, а шлифуемая грань верха бриллианта располагалась над основной гранью низа. В этом положении полуфабрикат удерживают прижимной планкой.
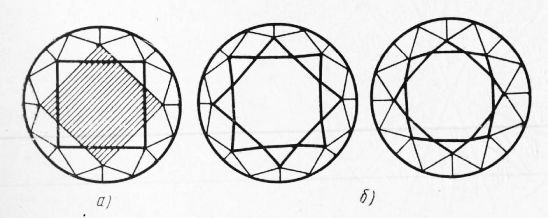
Рис. 5. Огранка верха бриллианта и крепление кристалла в оправке (а), положение головки приспособления и направление шлифования при постановке основных граней (б), угловых граней (в), верхних клиньев (г), нижних клиньев (5) Головку ограночного приспособления «Кристалл» настраивают по нониусу на угол 30—34° и устанавливают в положение, показанное на рис. 5, б. После этих подготовительных работ можно приступить к шлифованию основных граней верха. Шлифование основных граней верха. Шлифование выполняют последовательно. Грани верха наносят под углом наклона 30—34° к плоскости рундиста и размещают над гранями низа. При нанесении первой грани выполняют контрольный замер угломером на соответствие угла наклона грани заданному. Правильно отшлифованная первая грань верха должна пересекать у рундиста просматриваемые снизу ребра. Вторую грань наносят на такой же высоте, что и первую. Угол между гранями 90°. Оптимальное направление шлифования граней, параллельное плоскости рундиста, показано на рис. 5, б. После нанесения четырех граней верха площадка приобретает форму квадрата. Чтобы выдержать на бриллианте необходимый размер площадки в пределах 55—65% от диаметра рундиста, верхние грани размещают таким образом, чтобы при просмотре с площадки расстояние OA было больше расстояния АБ и равнялось 0,55—0,65 R. В процессе шлифования необходимо постоянно проверять толщину и симметрию рундиста. Высота узкой и широкой частей рундиста соответственно должна быть одинаковой по всему периметру бриллианта. Шлифование и полирование угловых граней верха. Головка приспособления разворачивается на 180° в положение, показанное на рис. 5, в. Смещением делительного лимба на 45° подводится под шлифование первая угловая грань верха. Переход на последующую грань выполняется смещением лимба на 90°. Таким образом шлифуются четыре грани. Угловые грани верха шлифуются в направлении, противоположном направлению шлифования основных граней верха. При шлифовании необходимо следить за расположением ребер верхних граней. Они должны быть симметричны ребрам граней низа. По размеру и высоте угловые грани должны быть равны основным граням. После нанесения четырех угловых граней площадка будущего бриллианта должна иметь форму правильного восьмиугольника. Шлифованием полирование верхних клиньев верха. После нанесения угловых граней верха головку приспособления по нониусу настраивают на угол 15—20° и устанавливают в положение, показанное на рис. 5, г. Сместив лимб на 15°, шлифуют первый верхний клин. Последовательным смещением делительного лимба на 90° отшлифовывают в одном направлении первые четыре верхних клина. Затем, поворачивая делительный лимб на 45°, и установив приспособление в положение, показанное на рис. 5, г, шлифуют четыре клина верха. Нанесение клиньев выполняют через один клин, чтобы сократить число перестановок головки приспособления.
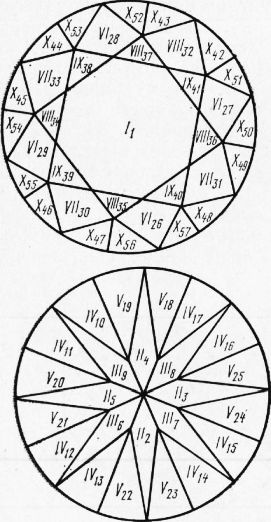
Рис. 6. Метод визуального контроля верха бриллианта: Правильное размещение клиньев по высоте и симметрии, б — неправильное размещение клиньев Направление шлифования клиньев показано на рис. 5, г. Для получения правильной геометрии верхней части бриллианта необходимо, чтобы размер всех восьми клиньев был одинаков, а высота их составляла половину высоты верхней части бриллианта. После.нанесения верхних клиньев верха площадка принимает форму правильного восьмиугольника. При правильном размещении клиньев по высоте и соблюдении симметрии на бриллианте сверху просматривается фигура двух квадратов, развернутых относительно друг друга на 45°. Шлифование и полирование нижних клиньев верха. Эта операция завершает огранку алмаза в бриллиант. Для ее выполнения приспособление по нониусу настраивают на угол 40—43° и после смещения делительного лимба на 11015’ шлифуют плоскость первого клина. Клинья шлифуют попарно у ребер через грань. Сначала наносят восемь клиньев на угловых гранях, а затем — восемь клиньев на основных гранях. Положение головки приспособления и оптимальное направление шлифования показаны на рис. 5, д. Нижние клинья верха шлифуются по высоте до верхних клиньев верха и до середины граней у линии рундиста. Все отшлифованные клинья должны быть одинакового размера. Ребра между клиньями должны быть четкими и располагаться против ребер низа. При правильном нанесении нижних клиньев верха линия рундиста у их основания должна быть симметрична линии рундиста у основания клиньев нижней части бриллианта. Таким образом, последовательно нанося 24 фацета на нижнюю и 33 фацета на верхнюю часть обточенного полуфабриката, выполняют процесс огранки алмаза в бриллиант. Последовательность нанесения фацетов при огранке алмаза в бриллиант круглой формы показана на рис. 7.
Рис. 7. Последовательность нанесения фацетов на бриллиант круглой формы
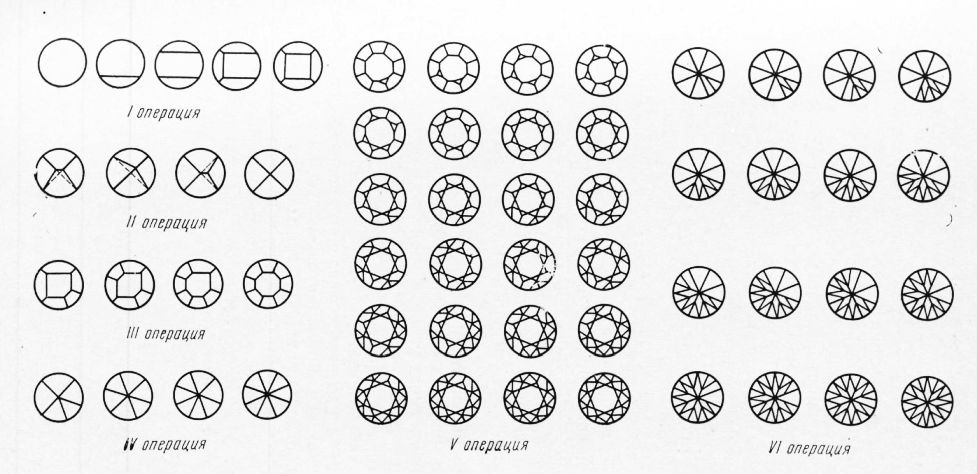
Рис. 8. Схема последовательности нанесения фацетов при делении процесса огранки на шесть операций Реклама:Читать далее:Операционный метод огранки бриллиантовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|