|
|
Категория:
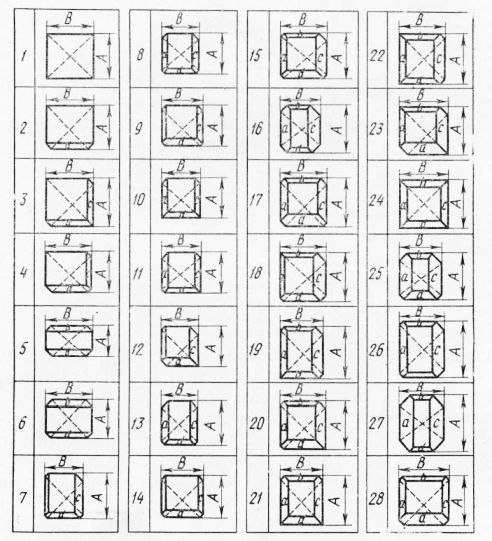
Обработка алмазов Сырье для обточки. Рабочий ведет обточку вращающегося алмаза, чтобы придать ему определенную форму (по рундисту) будущего бриллианта. При этом обточке подвергаются полуфабрикаты различного вида. Полуфабрикаты после распиливания кристаллов правильной октаэдрической формы представляют собой четырехгранные пирамиды с квадратным основанием.
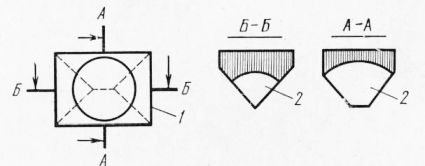
Рис. 1. Виды полуфабрикатов после распиливания В технологическом отношении полуфабрикаты и алмазы, подвергающиеся обточке, по внешней форме, характеру природной со хранности и скульптурным особенностям поверхности граней можно разделить на следующие основные группы: Задание параметров обточки. Основная задача при проведении технологической сортировки состоит в том, чтобы исходя из формы размеров и скульптурных особенностей распиленных полуфабрикатов и алмазного сырья задать параметры на обточку с таким расчетом, чтобы получить оптимальные значения диаметра и высоты обточенного пояска. Наиболее перспективной в этом отношении является технология сортировки и обточки распиленных полуфабрикатов по заданным коэффициентам обточки. Большое многообразие кристаллов алмаза по форме приводит, как это было показано выше, к получению различных полуфабрикатов после распиливания, отличающихся друг от друга по размерам, степени удлинения и высоте естественных граней, что обусловливает характер и специфику их сортировки с заданием коэффициентов обточки. Сортировка распиленных полуфабрикатов с заданием коэффициентов обточки производится в следующей последовательности: определение группы полуфабриката; определение степени удлинения полуфабриката; замер высоты естественных граней; выбор сечения полуфабриката для задания коэффициента обточки; определение и задание коэффициента обточки по специальным таблицам; комплектация и оформление партий на обточку.
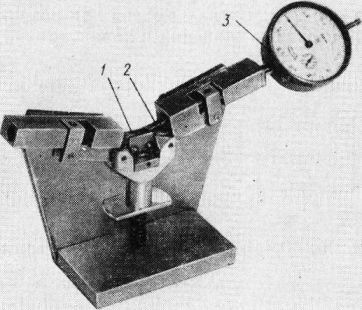
Рис. 2. Полуфабрикат 3-й группы после распиливания Аналогичным образом коэффициенты обточки задают и для полуфабрикатов других групп. Практически параметры обточки задают при помощи специального приспособления. Измерительные стержни приспособления монтируются под углом, обеспечивающим измерение диаметра на высоте, соответствующей определенному коэффициенту обточки. При обточке алмазов по заданным коэффициентам систематически замеряют диаметр и высоту обточенного пояска и по специальным таблицам или с помощью оптических приспособлений, установленных на станке, определяют их соответствие для получения необходимого коэффициента. Полуфабрикаты с плоскостью распиливания квадратной формы. Основная часть полуфабрикатов, поступающих на обточку, имеет квадратную или близкую к ней форму по плоскости распиливания. Это обусловлено как характерным габитусом кристаллов алмаза, так и стремлением получить возможно большее количество заготовок под круглую форму бриллиантов.
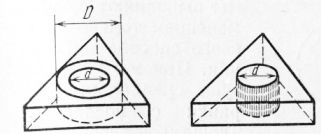
Рис. 3. Приспособление для задания параметров обточки: Выгодная пирамидальная форма, наличие ровной площадки для-прижима, как правило, острый шип позволяют большую часть этих: полуфабрикатов обрабатывать с применением механического способа крепления. Полуфабрикаты после распиливания чаще всего представляют собой или большую часть октаэдрического кристалла или части кристалла октаэдричесгкой формы, распиленного пополам.
Рис. 4. Обточка полуфабрикатов правильной формы: Полуфабрикаты с плоскостью распиливания удлиненной формы. Общий вид полуфабрикатов удлиненной формы и обточенных заготовок из них показан на рис. 5. Основными факторами, определяющими метод крепления этих алмазов при обточке под круглую форму, являются степень удлинения и характер шипа.
Рис. 5. Обточка полуфабрикатов удлиненной формы:
Рис. 6. Обточка полуфабрикатов удлиненной формы в две стадии: При небольшом (до 1,3) удлинении и незначительно разведенном шипе применяют механический метод крепления с зажимом между двумя вращающимися шпинделями. Полуфабрикаты со степенью удлинения более 1,3 и с сильно разведенным шипом обычно обрабатывают с применением клеевого метода крепления. Иногда обточка таких кристаллов ведется в два этапа. На первом этапе нижней части алмаза придают заостренный вид. Обработка ведется на клею. В дальнейшем полученные заготовки обрабатывают на прижиме в станке с двумя шпиндельными бабками. Величину максимального диаметра при обдирке удлиненных полуфабрикатов рассчитывают по их ширине. По сравнению с предыдущей группой трудоемкость обработки и безвозвратные потери алмаза при обточке полуфабрикатов удлиненной формы значительно выше. Полуфабрикаты сложной формы. В отличие от двух первых групп полуфабрикаты этой группы обладают различными отступлениями от правильной формы четырехгранной пирамиды. Сюда входят алмазы с сильно развитой скульптурой, различными фигурами травления, алмазы с большими сколами, сильно деформированные кристаллы, а также алмазные пластины и обломки алмазов неправильной формы. Обработка их очень сложна и требует от об-точника высокого мастерства и индивидуального подхода к каждому алмазу. При обточке алмазов этой группы применяют как клеевой, так и механический способ крепления. Чтобы ускорить процесс обточки и улучшить ее качество, используют предварительную подшлифовку алмазов перед обточкой. Обточка большей части алмазов этой группы в один прием не позволяет получить требуемую форму заготовки будущего бриллианта, поэтому, как правило, обточку выполняют повторно.
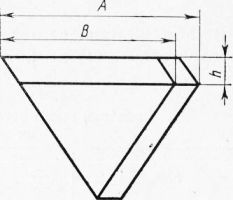
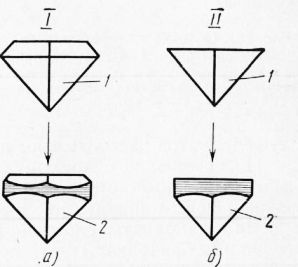
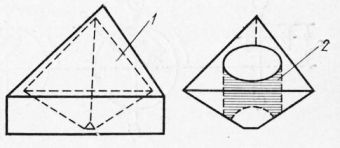
Рис. 7. Обточка алмазной пластины треугольной формы
Рис. 8. Обточка алмазной пластины треугольной формы с предварительной подшлифовкой для улучшения формы: Какую-то единую технологию обточки алмазов этой группы рекомендовать невозможно. Ограничимся разбором только одного примера. При обточке алмазной пластины треугольной формы получить диаметр заготовки, равный D, возможно, однако он не будет соответствовать высоте бриллианта. При данной высоте огранка бриллианта с диаметром D из полученной заготовки будет невозможна. Следовательно, обточку необходимо выполнять до тех пор, пока высота заготовки не будет находиться в правильном соотношении с ее диаметром. Искомый диаметр d определяют путем деления толщины пластины на коэффициент 0,6. Например, если пластина имеет толщину 2,4 мм, то максимально возможный диаметр заготовки будет равен 4,0 мм. Пластина может быть обработана на клею с получением цилиндрической заготовки или предварительно подшлифована для получения острого шипа и обработана на прижиме. Полуфабрикаты под бриллианты фантазийных форм. Для обточки алмаза под фантазийные формы (грушевидный, «маркиз»), как правило, подбирают алмазы со следующими качественными и весовыми характеристиками: Это связано прежде всего с повышенными требованиями, предъявляемыми к фантазийным формам бриллиантоз. Обточку алмазов под фантазийные формы выполняют с применением только клеевого способа крепления. При этом используют специальные оправки с посадочной площадкой в форме будущего бриллианта. В настоящее время разработана новая технология обточки полуфабрикатов фантазийных форм типа «груша» и «маркиз». Основным отличием этой технологии является обточка полуфабриката за одну установку на расчетном радиусе R, что позволяет контролировать контрольно-измерительным инструментом правильность выполнения операции и исключить утомительный визуальный контроль, осуществляемый с помощью лупы.
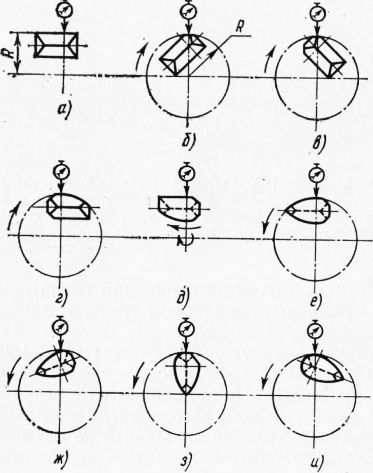
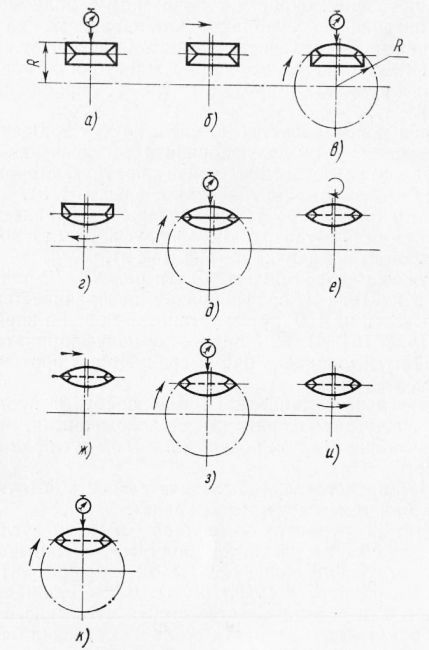
Рис. 7. Схема обточки полуфабрикатов под бриллианты формы «груша»: Обточка полуфабриката производится на станке СО-2. На рис. 7 показана схема последовательности обточки полуфабрикатов под бриллианты формы «груша». После закрепления оправки с наклеенным полуфабрикатом в планшайбе патрона полуфабрикат устанавливают на расчетный радиус обточки R. Правильность установки проверяют индикатором измерительного устройства, ось подвижной губки которого находится в плоскости рундиста и проходит через ось вращения шпинделя. Планшайба поворачивается на 45° к центру вращения шпинделя и обтачивается угол полуфабриката до значения радиуса R, затем поворачивается в обратную сторону на 90° и обтачивается второй угол до значения R. После этого планшайба устанавливается в крайнее положение и производится обработка рундиста полуфабриката до получения первой большой дуги радиуса R. Для получения второй большой дуги радиус a/R планшайба поворачивается на 180°, а полуфабрикат поворачивается в вертикальной плоскости на 180° путем установки бабки в крайнее правое положение. При обработке полуфабриката для получения второй дуги шпиндель бабки вращается в противоположную сторону. Последовательно устанавливая планшайбу в промежуточные положения между двумя крайними ее положениями, производится обточка полуфабриката для получения малой дуги радиуса R. На рис. 8 представлена последовательность обточки полуфабрикатов под бриллианты формы «маркиз». Линия контура рундиста образуется четырьмя дугами радиуса R. После установки на расчетном радиусе обточки полуфабрикат смещается в сторону обточки и производится обработка первой дуги радиуса R. Далее планшайба поворачивается на 180° и обрабатывается вторая дуга. Полуфабрикат путем поворота стола и установки бабки в крайнее правое положение поворачивается в вертикальной плоскости на 180°, задается смещение в сторону обточки и обрабатывается третья дуга радиуса R. планшайба поворачивается на 180° и обрабатывается четвертая дуга. Обточка алмазов с дефектами. Перед обточкой следует выяснить, имеются ли в алмазах какие-либо включения или другие дефекты, и определить их местоположение и размеры. Это, естественно, зависит от величины дефекта и формы необработанного алмаза. Так, например, небольшой дефект, расположенный близ калетты, лучше всего оставить на месте, так как огранщик в процессе огранки нижней части алмаза может легко удалить этот дефект. Чтобы принять правильное решение по выведению дефекта, обточник должен хорошо представлять процесс огранки бриллиантов; только тогда он сумеет определить, сможет ли огранщик удалить этот дефект или нет.
Рис. 8. Схема обточки полуфабрикатов под бриллианты формы «маркиз»: Реклама:Читать далее:Требования, предъявляемые к обточенным полуфабрикатам и методы контроля их качестваСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|