|
|
Категория:
Сварка металлов Ванная сварка является основным видом монтажной сварки стержней арматуры при монтаже сборных железобетонных конструкций. В отличие от дуговой сварки, в процессе которой свариваемые кромки деталей расплавляются прямым действием сварочной дуги, ванная сварка представляет собой процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет Тейла ванны жидкого металла. Ванна жидкого металла в стыке удерживается в специальной съемной инвентарной форме или на остающейся стальной подкладке (скобе). В сравнении с дуговой сваркой протяженными и многослойными швами ванная сварка имеет существенные преимущества: значительно меньший расход металла на стык, электродов, электроэнергии; снижается трудоемкость и себестоимость монтажной сварки арматуры. При ванной сварке по мере увеличения объема жидкого металла Нижние слои ванны постепенно затвердевают, а верхние (на глубину до 15 мм) в течение всего процесса должны оставаться в жидком состоянии. Это условие является очень важным для процесса ручной ванной сварки. Поэтому смену электрода, если она оказалась неизбежной при незаконченном стыке, рекомендуется производить очень быстро,- ни в коем случае не допуская кристаллизации (затвердевания) верхнего слоя ванны. Электроды для ванной сварки необходимо готовить заранее и держать на рабочем месте сварщика. Если случайно будет допущена полная кристаллизация ванны жидкого металла в незаконченном стыке и после этого стык будет все-таки закончен, то возникает большая вероятность образования внутренней раковины и шлаковых включений. Для ванной сварки применяют электроды типов Э42А, Э46А, Э50А, Э55, Э60, Э70, Э85 с основным покрытием. Примеры марок таких электродов: УОНИИ-13/45, УОНИИ-13/55, УОНИИ-13/55У, УОНИИ-13/55К, УОНИИ-13/65, УОНИИ-13/85У, ДСК-50, ОЗС-2, AHG-7. Диаметр электродов — максимально возможный (5, 6, 8 мм), величина сварочного тока — повышенная в сравнении со сваркой металлоконструкций. Для ванной сварки не требуется разделки концов горизонтальных стержней. Зазор между стержнями, в зависимости от диаметра, устанавливают в пределах 10—25 мм. При соединении вертикальных стержней конец верхнего стержня скашивают под углом 40—5С°, оставляя притупление не более 0,15 d (d — диаметр стержня). Различают следующие разновидности ручной ванной сварки: ванная сварка в инвентарных формах, ванная сварка на остающихся стальных подкладках (скобах), ванно-шовная сварка со стальными накладками. Инвентарная форма — специальное приспособление многоразового использования, обеспечивающее формирование расплавленного металла и допускающее легкое удаление после сварки. Инвентарные формы многоразового использования изготовляют из меди и графита. Лучшие эксплуатационные показатели имеют медные формы, у графитовых срок службы меньше. Могут применяться керамические инвентарные формы одноразового использования. Выполняются инвентарные формы разъемными, на стыках стержней крепятся при помощи хомутов или струбцин. Вайная сварка в инвентарных формах применяется для соединения стержней диаметром 20—80 мм. Для соединения горизонтальных стержней применяют одноэлектродную и многоэлектродную (гребенкой электродов) сварку. При одноэлектродной сварке стержней диаметром до 60 мм сварочной дугой сначала проплавляется нижняя часть какого-либо стержня. После образования небольшого объема жидкого металла дне) формы электрод перемещается на нижнюю часть торца другого стержня, который проплавляется. Затем электроду сообщаются колебательные движения вдоль и поперек стыка.
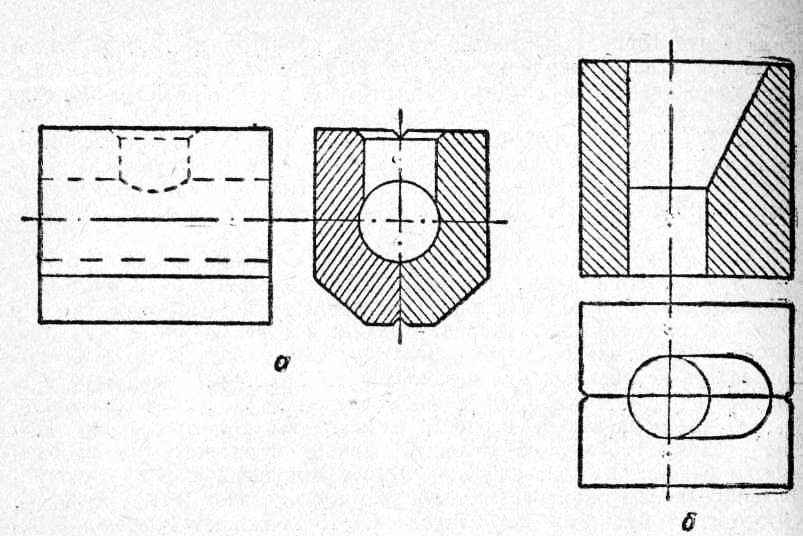
Рис. 1. Конструктивные схемы инвентарных форм: При таких движениях в стыке создается большой объем жидкого металла, чем достигается равномерное расплавление торцов обоих стержней. Сварка заканчивается в момент, когда жидкий шлак в отверстии инвентарной формы начинает выливаться наружу. При многоэлектродной сварке гребенку электродов заранее приготовляют из соответствующих (тип, марка, диаметр) электродов, предварительно прихватывая их сваркой к вспомогательной пластине, устанавливаемой затем в электродержатель. Гребенку электродов опускают в зазор между стержнями и возбуждают дугу. При плавлении электродов образуется большой объем жидкого металла, который заполняет зазор между стержнями. После заполнения стыка электроды периодически погружают в расплавленный металл, прерывая дугу, формируя таким образом поверхность шва с. усилением. Для соединения вертикальных стержней применяют чаще одно-электродную сварку, возбуждая дугу на торце нижнего стержня. Ванная сварка на остающихся стальных подкладках (скобах) применяется при затруднениях с обеспечением съемными инвентарными формами или в случае нецелесообразности их использования. Такой способ сварки применяется для соединения горизонтальных стержней диаметром 20—32 мм. Ширина подкладки примерно равна 1,5 d (где d — диаметр стержня), но не менее 30 мм, изготовляется она из стали толщиной 5; 6 мм. Величина зазора между стержнями примерно равна 1,5 — 2d3 (d3—диаметр электрода), но не более 20 мм. Перед сваркой стыка подкладка прихватывается к обоим , стержням в четырех точках. Сварка чаще выполняется одним электродом диаметром 5, 6 мм. Техника сварки аналогична одноэлектрод-ной ванной сварке в инвентарных формах. Ванно-шовная сварка со стальной накладкой применяется в тех же случаях, что и сварка на остающихся стальных подкладках. Таким способом сварки соединяют стержни диаметром 36— 80’ мм. При ванно-шовной сварке накладка отличается от подкладки большими размерами: ее ширина составляет b — 2d (d — диаметр стержня), толщина — 6—15 мм. Диаметр применяемых электродов — 5, 6, 8 мм. Зазор между стержнями допускается до 30 мм. Основной стык выполняется ванной сваркой одним электродом или гребенкой электродов. Накладка (скоба) дополнительно приваривается к стержням фланговыми протяженными швами и воспринимает на себя часть эксплуатационных усилий, действующих на сварное соединение. Реклама:Читать далее:Сварка при отрицательных температурахСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|