|
|
Категория:
Техника дуговой сварка Далее: Наплавка валиков Под режимом сварки понимают совокупность показателей, определяющих характер протекания процесса сварки. Эти показатели влияют на количество тепла, вводимого в изделие при сварке. К основным показателям режима сварки относятся: диаметр электрода или сварочной проволоки, сила сварочного тока, напряжение на дуге и -скорость сварки. Дополнительные показатели режима сварки: род и полярность тока, тип и марка покрытия электрода, угол наклона электрода, температура предварительного нагрева металла. Выбор режима ручной дуговой сварки часто сводится к определению диаметра электрода и силы сварочного тока. Скорость сварки и напряжение на дуге устанавливаются самим сварщиком в зависимости от вида сварного соединения, марки стали, марки электрода, положения шва в пространстве и т. д. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, вида сварного соединения, типа шва и др. При сварке встык листов толщиной до 4 мм в нижнем положении диаметр электрода берется равным толщине свариваемой стали. При сварке стали большей толщины применяют электроды диаметром 4—6 мм при условии обеспечения полной возможности провара металла соединяемых деталей и правильного формирования шва. Применение электродов диаметром более 6 мм ограничивается вследствие большой массы электрода и электрододержателя. Кроме того, прочность сварных соединений, выполненных электродами больших диаметров, снижается за счет возможного непровара в корне шва и большой столбчатой макроструктуры металла шва. В многослойных стыковых и угловых швах первый слой или проход выполняется электродом диаметром 2—4 мм; последующие слои и проходы выполняются электродом большего диаметра в зависимости от толщины металла и формы скоса кромок. В многослойных швах сварка первого слоя электродом малого Диаметра рекомендуется для лучшего провара корня соединения. Это относится как к стыковым, так и угловым швам. Сварка в вертикальном положении выполняется обычно электродами диаметром не более 4 мм, реже — 5 мм; электроды диаметром 6 мм могут применяться только сварщиками высокой квалификации. Потолочные швы, как правило, выполняются электродами не более 4 мм. При сварке вертикальных и горизонтальных швов ток должен быть уменьшен против принятого для сварки в нижнем положении Примерно на 5—10%, а для потолочных — на 10—15%, с тем чтобы жидкий металл не вытекал из сварочной ванны. Угловой шов измеряется катетом. Числовыми коэффициентами формы и выпуклости шва задаются при проектировании сварных изделий. Например, Коэффициент формы провара при ручной дуговой сварке может быть принят от 1 до 20. Уменьшение диаметра электрода при постоянном сварочном токе повышает плотность тока в электроде и глубину провара, что объясняется увеличенным давлением дуги. С уменьшением диаметра электрода ширина шва уменьшается за счет уменьшения катодного и анодного пятен. С изменением силы тока меняется глубина провара.
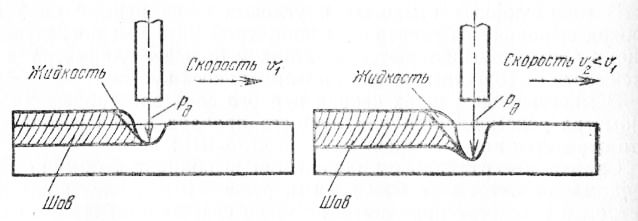
Рис. 1. Схема сил взаимодействия между дугой и жидкостью в хвосте
Направление давления дуги можно изменять наклоном электрода или изделия и тем самым достигать различной глубины провара при одном и том же токе. Повышение напряжения дуги за счет увеличения ее длины приводит к снижению сварочного тока, а следовательно, и к снижению глубины провара. Ширина шва при этом повышается независимо от полярности сварки. С увеличением скорости ручной сварки глубина провара и ширина шва понижаются. — При разработке технологии ручной сварки покрытыми электродами необходимо правильно выбрать: а) марку и диаметр электрода; б) род, полярность и величину сварочного тока; в) последовательность наложения швов. Марка электрода выбирается в зависимости от требований, предъявляемых к сварному соединению, и условий сварки. В соответствии с ГОСТ 9466—75 во всех видах технической документации, там где предусмотрены сварочные работы, должны быть проставлены марка и диаметр электрода. Но часто на чертежах сварных конструкций проставляют только тип электрода. В этом случае необходимо выбрать промышленную марку электрода в соответствии с проставленным на чертеже типом, с учетом условий сварки данной конструкции. При этом учитываются: степень ответственности конструкции, химический состав стали, пространственное положение швов, имеющиеся в наличии источники питания сварочной дуги, квалификация сварщиков. Диаметр электрода выбирается в зависимости от толщины основного металла с учетом пространственного положения сварки, В целях повышения производительности необходимо стремиться к выполнению сварки электродами возможно большего диаметра. Однако применение электродов чрезмерно большого диаметра может привести к дефектам сварки (непровар корня шва, прожоги основного металла) и затрудняет выполнение вертикальных и потолочных швов. При сварке в нижнем положении углеродистых и низколегированных сталей каких-либо ограничений на диаметр электрода не существует. В этом случае максимально возможный диаметр электрода определяется толщиной основного металла и квалификацией сварщика (таблица 16). При многослойной сварке для наложения первого слоя (корень шва) применяют электроды диаметром 1,6— 3,0 мм. Последующие слои выполняют электродами диаметром 4— 6 мм. При сварке вертикальных швов максимально возможный диаметр электрода — 5 мм. При потолочной сварке не рекомендуется применять электроды диаметром более 4 мм. Максимально – возможный для данных конкретных условий сварки диаметр электрода, которым может работать сварщик, при условии высокого качества сварки является наиболее объективным показателем его квалификации. Род и полярность сварочного тока определены сварочно-тех-нологическими характеристиками выбранной конкретной марки электрода. Электроды, предназначенные для сварки постоянным током, не обеспечивают нормального горения дуги на переменном токе. Если выбранная марка электрода допускает сварку постоянным и переменным током, то выбор рода тока определяется наличием тех или иных источников питания сварочной дуги, а также технико-экономическими соображениями. Сварка переменным током имеет существенные экономические преимущества перед сваркой постоянным током. Технологическим достоинством сварки переменным током является слабовыраженное явление магнитного дутья. Достоинствами сварки постоянным го-ком являются более стабильное горение дуги и несколько лучшие качественные показатели. Там, где по технологическим соображениям не требуется сварка постоянным током, по экономическим соображениям следует применять сварку переменным током. Величина сварочного тока выбирается в зависимости от диаметра электрода, принимается во внимание и его марка (имеется в виду. в основном, вид покрытия). При этом учитываются следующие факторы: При малом токе в сварочную ванну будет поступать недостаточное количество тепла и возможно несплавление основного и электродного металла — непровар. При большом токе увеличивается разбрызгивание электродного металла, стержень электрода сильно разогревается и начинает быстрее плавиться. Это создает излишек электродного металла в шве и может привести к непровару в случае попадания жидкого электродного металла на нерасплавленный основной металл. Перегрев электродного стержня приводит также к растрескиванию покрытия электрода. В результате куски электродного покрытия могут попадать в сварочную ванну и оставаться в шве в виде шлаковых включений. Для ориентировочного определения величины сварочного тока при сварке в нижнем положении стыковых швов конструкций из углеродистых сталей можно пользоваться формулой: 1 — Kd, d — диаметр электрода; К — коэффициент, зависящий от диаметра электрода. При сварке угловых швов можно устанавливать больший ток, так как в этом случае отсутствует опасность сквозного проплавления (прожога). При сварке в вертикальном положении сварочный ток устанавливают на 10—15% меньше в сравнении со сваркой в нижнем положении. При потолочной сварке ток уменьшают на 15—25%, При толщине металла менее 1,5 d сварочный ток уменьшают на 10—15%, а при толщине более 3 d — увеличивают на 10—15% в сравнении с полученным по формуле. При сварке низколегированных сталей с повышенным содержанием легирующих элементов и легированных сталей сварочный ток уменьшают на 10—20% в сравнении со сваркой малоуглеродистых сталей. Рекомендуемая величина сварочного тока указывается в паспорте (на этикетке) данной марки электрода. При сварке ответственных конструкций выбранный режим сварки проверяется практическим путем. С этой целью сваривают, опытные образцы из той же стали, из которой изготовлена конструкция, и в том же положении, в каком предстоит сварка. Рациональная последовательность наложения швов определяется многими факторами. Основные из них следующие: назначение и степень ответственности конструкции, химический состав сталд толщина основного металла, протяженность швов, взаимное расположение швов. Сварка углеродистых и низколегированных конструкционных сталей Классификация сталей. Сталь является железоуглеродистым сплавом с содержанием углерода условно до 2%. В стали всегда присутствуют марганец и кремний, а также, к сожалению, вредные побочные примеси серы и фосфора. Стали можно классифицировать по различным признакам. По химическому составу стали классифицируют на углеродистые и легированные. По назначению стали классифицируют на конструкционные, инструментальные и специальные. Реклама:Читать далее:Наплавка валиковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|