|
|
Категория:
Сварка металлов Сваркой металлов называется процесс их соединения за счет сил взаимодействия атомов. Кусок твердого металла можно рассматривать как гигантскую молекулу из атомов, размещенных в строго определенном, часто очень сложном порядке и прочно связанных в одно целое силами межатомного взаимодействия. Принципиальная сущность сварки очень проста. Поверхностные атомы куска металла имеют свободные, ненасыщенные связи, которые захватывают всякий атом или молекулу, приблизившиеся на расстояние действия межатомных сил. Сблизив поверхности двух кусков металла на расстояние действия межатомных сил или, говоря несколько упрощенно, до соприкосновения поверхностных атомов, получим по поверхности соприкосновения сращивание обоих кусков в одно монолитное целое с прочностью соединения, равной прочности цельного металла, поскольку внутри металла и по поверхности соединения действуют те же межатомные силы. Процесс соединения после соприкосновения протекает самопроизвольно (спонтанно), без затрат энергии и весьма быстро, практически мгновенно. Объединение отдельных объемов конденсированной твердой или жидкой фазы в один общий объем сопровождается уменьшением свободной поверхности и запаса энергии в системе, а потому термодинамически процесс объединения должен идти самопроизвольно, без подведения энергии извне. Свободный атом имеет избыток энергии по сравнению с атомом конденсированной системы, и присоединение свободного атома сопровождается освобождением энергии. Такое самопроизвольное объединение наблюдаем на объемах однородной жидкости. Несравненно труднее происходит объединение объемов твердого вещества: приходится затрачивать значительные количества энергии и применять сложные технические приемы для сближения соединяемых атомов. При комнатной температуре обычные металлы не соединяются не только при простом соприкосновении, но и при сжатии значительными усилиями. Две стальные пластинки, тщательно отшлифованные и пригнанные, подвергнутые длительному сдавливанию усилием в несколько тысяч килограммов, по снятии давления легко разъединяются, не обнаруживая никаких признаков соединения. Если соединения и возникают в отдельных точках, они разрушаются действием упругих сил при снятии давления. Соединению твердых металлов мешает прежде всего их твердость, при их сближении действительное соприкосновение происходит лишь в немногих физических точках, и расширение площади действительного соприкосновения достаточно затруднительно. Металлы с малой твердостью, например свинец, достаточно прочно соединяются уже при сдавливании незначительными усилиями. У наиболее важных для техники металлов твердость настолько велика, что поверхность действительного соприкосновения очень мала по сравнению с общей кажущейся поверхностью соприкосновения, даже на тщательно обработанных и пригнанных поверхностях. На процесс соединения сильно влияют загрязнения поверхности металла — окислы, жировые пленки и пр., а также слои адсорбированных молекул газов, образующиеся на свежезачищенной поверхности металла под действием атмосферы почти мгновенно. Поэтому чистую поверхность металла, лишенную слоя адсорбированных газов, можно сколько-нибудь длительно сохранить лишь в высоком вакууме не ниже 1 -10 6мм рт.. ст. Такие естественные условия имеются в космическом пространстве, где металлы получают способность довольно прочно свариваться или «схватываться» при случайных соприкосновениях. В обычных же, земных условиях приходится сталкиваться с отрицательным действием как твердости металлов, так и слоя адсорбированных газов на поверхности. Для борьбы с этими затруднениями техника использует два основных средства: нагрев и давление. При нагреве с повышением температуры снижается твердость металла и возрастает его пластичность. Металл, твердый и малопластичный при комнатной температуре, при достаточном нагреве может стать очень мягким и пластичным. Дальнейшим повышением температуры можно довести металл до расплавления; в этом случае отпадают все затруднения, связанные с твердостью металла; объемы жидкого металла самопроизвольно сливаются в общую сварочную ванну. Вторым важным средством для выполнения сварки служит давление, прилагаемое к соединяемым частям. Достаточное давление создает значительную пластическую деформацию металла, и он начинает течь, подобно жидкости. Металл должен перемещаться вдоль поверхности раздела, унося с собой поверхностный слой с загрязнениями и пленками адсорбированных газов; в тесное соприкосновение вступают выходящие на поверхность свежие слои и срастаются в одно целое. Пластическое деформирование металла при сварке называется осадкой, а прилагаемое давление осадочным. С повышением температуры металла осадка облегчается, а необходимое осадочное давление уменьшается. Здесь возможны различные соотношения: от расплавления металла ири отсутствии осадки и осадочного давления до выполнения сварки за счет одной осадки без нагрева металла. Во многих случаях существенно влияют на процесс сварки загрязнения поверхности металла: преимущественно окислы и жировые пленки. Эти загрязнения, попадая в сварное соединение, могут снижать качество сварки. Они, в отличие от адсорбированных газов, могут быть удалены с поверхности металла механически (щетками, абразивами и пр.) или химически (растворителями, травителями и флюсами). Специфическим для сварки средством очистки служат флюсы, растворяющие окислы при повышенных температурах. Помимо устранения загрязнений с поверхности металла, принимаются меры к уменьшению загрязнения металла в процессе сварки, в первую очередь окислами. Для этой цели используются флюсы, шлаки, защитные газы, вдуваемые в зону сварки.
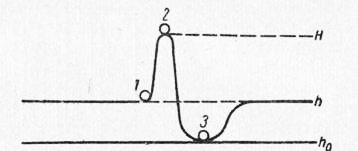
Рис. 1. Энергетическая модель процесса сварки Противоречие между теоретической возможностью сварки металлов без затрат энергии и практической необходимостью затрат энергии и затрат значительных может быть объяснено энерге- тическои моделью процесса сварки, схематически показанной на рис. 1. Атом на свободной поверхности металла в положении I имеет энергию h, атом в объеме металла в положении 3 — меньшую энергию h0; соединение объемов металла с уничтожением свободной поверхности сопровождается освобождением энергии на атом: Ah — h — h0. Но для перемещения из положения 1 в положение 3 атом должен преодолеть энергетический порог и пройти положение 2 с энергией Н. Для преодоления энергетического порога атому нужно подвести энергию АН = Н — h, без чего невозможно преодоление порога и соединение объемов металла. Энергия АН расходуется на упругую и пластическую деформацию металла, необходимую Для сближения поверхностей металла, на нагрев его, разрушение пленки адсорбированных газов и т. д. Нагрев снижает энергетический порог, препятствующий соединению твердых металлов; расплавление сводит высоту порога почти к нулю, делая возможным соединение без затрат энергии. Соединение атомов при сварке металлов происходит обычно в очень тонком слое, толщиной в несколько атомных диаметров, и зона сварки имеет пленочный характер. Увеличение ширины зоны сварки может быть произведено за счет таких процессов, как диффузия, растворение, кристаллизация, протекающих более медленно во времени и постепенно распространяющихся по объему металла. Реклама:Читать далее:Классификация способов сваркиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|