|
|
Категория:
Производство радиоаппаратуры Наиболее эффективным способом защиты радиоаппаратуры от воздействия климатических условий и повышения ее надежности является заключение деталей, узлов и отдельных приборов в специальные кожухи и оболочки из металла, керамики или стекла. Выбор материала конструкции герметичного кожуха или оболочки определяется назначением и сроком службы аппаратуры. Стоимость герметичных кожухов и оболочек из вышеперечисленных материалов довольно высока, поэтому в отдельных случаях, допускающих в соответствии с техническими условиями ограниченный срок защиты или неполную герметизацию, применяют более дешевые и простые корпуса из органических материалов.
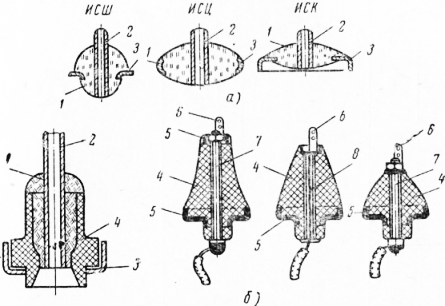
Рис. 1. Проходные изоляторы:
а — стеклянные; б—стеклокерамическне и керамические; 1 — стеклянный изолятор; 2—трубка; 3—фланец; 4 — керамический изолятор; 5 — слой серебра, вожженного в керамику; 6 — лепесток; 7 — токоведущий стержень; 8 — пустотелая заклепка
Металлические корпуса изготовляют различными способами: штамповкой-вытяжкой, ударным выдавливанием, сваркой или пайкой штампованных из листового материала заготовок и литьем. Электрические высокочастотные и высоковольтные выводы к аппаратуре осуществляют через проходные изоляторы. Низкочастотные и низковольтные цепи отдельных герметизированных блоков соединяют с помощью герметизированных штепсельных разъемов (ШРГ). Основными элементами конструкции проходных стеклянных изоляторов (рис. 1, а) является трубка и фланец, впаянные в изолятор, выполненный из стекла марки ЗС-5 или ЗС-8 с температурным коэффициентом линейного расширения (ТКЛР), равным (4,5 — 4,8) • 10-6. Таким же температурным коэффициентом линейного расширения характеризуется материал, из которого изготовляют трубки и фланцы. Обычно применяют сплав на железо-никелевой основе. Недостаток стеклянных изоляторов — высокая чувствительность к резкому изменению температур (в изоляторе появляются трещины, нарушается герметичность). Более надежными являются стеклокерамические и керамические изоляторы (рис. 1, б). В стеклокерамическом изоляторе между фланцем и стеклом имеется керамическая втулка, которая делает его менее чувствительным к резким изменениям температуры. Керамические изоляторы имеют сквозное отверстие для продевания вывода, металлизированную торцовую поверхность для пайки и герметичной заделки вывода и кольцевую поверхность по наружному периметру для пайки к корпусу. Герметичные соединения отдельных деталей кожухов (крышек, корпусов и изоляторов) могут быть получены различными способами, отличающимися друг от друга не только техникой выполнения, но и надежностью герметизации, теплостойкостью, механической прочностью. Наиболее распространенным способом является пайка швов и изоляторов легкоплавкими припоями. При выполнении паяных герметичных соединений необходимо применять припой с малым температурным интервалом кристаллизации. Наиболее полно этим требованиям отвечает эвтектический оловянно-свинцовый припой ПОС-61. Для пайки швов вручную обычно применяют мощные паяльники молоткового типа с массивным наконечником. С целью сокращения времени пайки рекомендуется соединяемые детали предварительно подогревать до температуры 130— 150 °С. Пайку стеклянных проходных изоляторов в мелкосерийном производстве выполняют электрическими паяльниками со специальными трубчатыми наконечниками. При работе необходимо нагревать паяльником не изолятор, а крышку или корпус, в которые его впаивают. В условиях крупносерийного и массового производства пайку проходных изоляторов производят в конвейерных печах. Чтобы стеклянные изоляторы не растрескивались, крышки охлаждают. Крышки к корпусу можно припаивать. также токами высокой частоты. Паяные соединения обеспечивают надежную герметизацию при изменении температуры в пределах от —40 до + 85° С. Более широкий температурный интервал герметизации обеспечивает соединение деталей кожуха электроконтактной или Дуговой сваркой. В ряде случаев герметизацию соединений отдельных деталей кожухов, изготовленных из меди, алюминия, никеля и некоторых Других металлов, осуществляют методом так называемой холодной сварки. Этот метод не требует нагрева и заключается в пластической деформации металла соединяемых деталей под воздействием давления, создаваемого с помощью специального штампа, рабочие части которого образуют замкнутый контур. Зона соприкосновения поверхностей соединяемых деталей превращается в монолитный сплав. Полученное в результате холодной сварки соединение обладает высокой механической прочностью и герметичностью в диапазоне температур от —80 до + 180 °С. Процесс холодной сварки (продолжающийся, доли секунды) обеспечивает высокую производительность. Высокопроизводителен также способ соединения отдельных конструктивных элементов кожухов методом закатки. Достоинствами его являются высокая надежность герметизации и механическая прочность соединений, кроме того, отпадает необходимость применять припои и флюсы. Герметичности соединений отдельных элементов литых кожухов добиваются с помощью уплотняющих прокладок из вакуумплотиой резины. Контролируют качество герметизации, погружая герметизированные изделия в мыльную воду, подогретую до 70 — 80 °С. Всю установку накрывают стеклянным колпаком и с помощью вакуум-насоса создают разрежение с остаточным давлением порядка 40 — 50 мм рт.ст. Одновременное воздействие избыточного давления внутри корпуса (подогретая вода) и вакуума снаружи позволяет обнаружить нарушение герметизации: выделяются пузырьки газа. Этот способ применим для контроля небольших изделий, внутреннее пространство кожуха которых не заполнено заливочными материалами. Герметизированные изделия, заполненные жидкими маслами, проверяют на герметичность в вакууме с разрежением до 1 —3 мм рт. ст. при нагреве до 70 — 80 °С. О нарушении герметичности соединений узнают по появляющимся на поверхности кожуха масляным пятнам. Герметизация отдельных деталей и узлов облегчает их замену без нарушения герметизации остальных элементов, но приводит к увеличению веса и повышению стоимости аппаратуры. Герметизация блока в общем кожухе упрощает конструкцию, снижает ее стоимость, но исключается возможность доступа к отдельным элементам и их замена без нарушения герметизации. Внутри кожуха можно создать по сравнению с атмосферным повышенное или пониженное давление. Если необходимо улучшить условия теплопередачи, свободное пространство кожуха заполняют водородом или гелием, которые обладают высокой теплопроводностью. Реклама:Читать далее:Металлические и неметаллические (неорганические) покрытияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|