|
|
Категория:
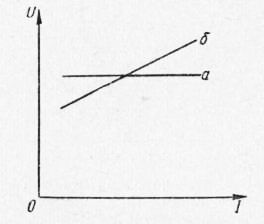
Сварка металлов Далее: Сварка в аргоне Дуговая сварка плавящимся электродом в защитных газах возможна лишь автоматическая или полуавтоматическая. Ручная сварка электродами оказалась невозможной из-за отсутствия необходимой аппаратуры, которую до сих пор не удалось сконструировать, и необходимых высоких плотностей тока. Только при высоких плотностях тока удается получить мелкокапельный или струйный перенос металла с электрода в ванну, обеспечивающий нормальный устойчивый процесс сварки, плотный, беспористый, хорошо сформированный наплавленный металл. Однако увеличение тока ограничивается пределом 600 а; дальнейшее увеличение тока недопустимо усиливает разбрызгивание металла, выдувает металл из ванны, нарушает формирование шва. Ограничение допустимого тока при высокой его плотности ограничивает диаметр электродной проволоки до 3 мм, обычно же диаметр не превышает 2 мм; минимальный диаметр проволоки в отдельных случаях составляет 0,2 мм. Питание дуги, как правило, осуществляется постоянным током обратной полярности (плюс на электроде); на прямой полярности возрастает разбрызгивание металла, снижается устойчивость дуги, коэффициент расплавления электрода увеличивается на 20—30%. Быстрота плавления проволоки, малая длина дуги и незначительное изменение напряжения дуги с изменением ее длины весьма затрудняют или совсем исключают автоматическое регулирование в зависимости от напряжения дуги. В большинстве случаев дуговые автоматы и полуавтоматы работают в защитных газах с постоянной скоростью подачи электродной проволоки. Условия работы в защитных газах выдвигают особые требования к источникам тока, питающим дугу. При умеренных плотностях тока, скажем, от 12—15 а/ммг (ручная сварка) до30—50а/мм2 (автоматическая под флюсом), и соответственно небольших скоростях плавления электродной проволоки, обычно не превышающих 100 м/ч, весьма удовлетворительны источники питания с падающей внешней характеристикой. При очень же больших плотностях тока и скоростях плавления проволоки лучшие результаты дают ранее неизвестные в сварочной технике источники питания с жесткой (рис. 1,а) и возрастающей внешней характеристикой (рис. 1,б). Источник с жесткой характеристикой имеет постоянное напряжение на зажимах, независимо -от величины тока, даваемого источником; у источника с возрастающей харак-теристикои напряжение на зажимах с увеличением нагрузки не падает, а наоборот, возрастает. Характеристика дуги при высоких плотностях тока становится возрастающей.
Рис. 1. Характеристики источника тока для сварки в защитных газах
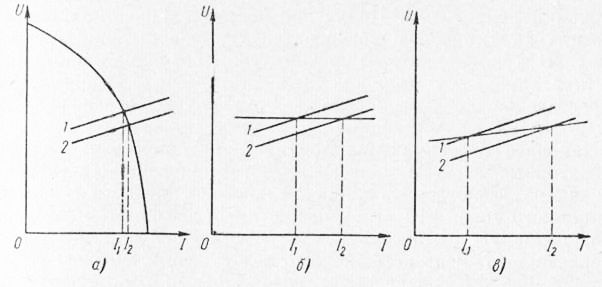
При постоянной скорости подачи электродной проволоки единственным средством регулирования процесса остается изменение скорости плавления проволоки или другими словами сварочного тока, которому пропорциональна скорость плавления. При больших скоростях подачи проволоки регулирование должно быть интенсивным, и уже небольшие изменения длины дуги должны создавать большие изменения сварочного тока и скорости плавления, быстро ликвидирующие происшедшее отклонение в длине
Рис. 2. Влияние формы характеристики па саморегулирование Дуги Преимущества более быстрого автоматического восстановления нормального режима, в особенности при полуавтоматической сварке, настолько велики, что для сварки плавящимся электродом в защитных газах применяют исключительно источники питания с жесткой или возрастающей характеристикой; для сварки на умеренных плотностях тока ручной или автоматической эти источники непригодны. Получение падающих, жестких и возрастающих характеристик легко осуществимо в машинных генераторах. В трансформаторах осуществляются лишь падающие и жесткие характеристики, как и в статических выпрямителях; возрастающие характеристики в этом случае отпадают ввиду трудности их осуществления. Наиболее совершенными источниками питания являются мотор-генераторные агрегаты из стандартного приводного электродвигателя трехфазного тока и специального сварочного генератора постоянного тока. Его возбуждение имеет две обмотки: независимую, питаемую от небольшого вспомогательного выпрямителя, и сериесную. В цепь независимого возбуждения включен регулирующий реостат, посредством которого можно установить различное напряжение генератора. Сериесная обмотка, действующая согласно с независимой, секционирована; включая разное число витков, можно получить жесткую или возрастающую характеристику. Рабочее напряжение устанавливается на 2—3 в больше нормального напряжения дуги. Проще в обслуживании и занимают меньше места полупроводниковые выпрямители с жесткой характеристикой и с регулированием рабочего напряжения в соответствии с нормальным напряжением дуги. Трансформаторы для питания переменным током дуги с плавящимся электродом в защитных газах имеют жесткую характеристику, применяются довольно редко, для цветных металлов и пр. Статические выпрямители и трансформаторы чувствительны к колебаниям напряжения питающей сети. Реклама:Читать далее:Сварка в аргонеСтатьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|