|
|
Категория:
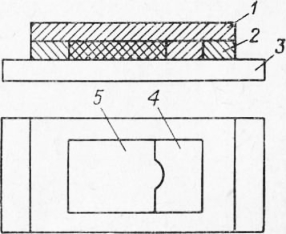
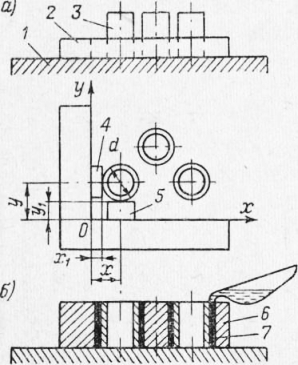
Инструментальные материалы Для изготовления модельной оснастки литьевых форм (для литья по выплавляемым моделям), формовочных, гибочных и вытяжных штампов, зажимных приспособлений используют компаунды на основе эпоксидных смол. Отлитые по мастер-детали эпоксидные формы не требуют дополнительной механической обработки. Трудоемкость изготовления крупногабаритных штампов из эпоксидных смол уменьшается по сравнению с трудоемкостью изготовления аналогичных стальных штампов на 30—40% за счет сокращения копировально-фрезерных работ. Кроме оснастки эпоксидные компаунды позволяют исправлять дефекты в литье (раковины и пористость), коррозионные разрушения, устранять трещины в деталях, заделывать сквозные отверстия. Основными исходными смолами для этой цели являются ЭД-5 и ЭД-6. Режим отверждения: загрузить в сушильную камеру при 70 °С; выдержка — 2 часа. Повысить температуру от 70 до 120 °С в течение 4—6 часов; выдержка при 120 °С — 6 часов. Повысить температуру от 120 до 140 °С в течение 24 часов. Охлаждение до комнатной температуры вместе с сушильной камерой. Этот компаунд обеспечивает наибольшую прочность при статическом изгибе (920 кгс/см2) и при сжатии (1504 кгс/см2), твердость по Бринеллю (30 кгс/мм2), теплоемкость по Мартенсу 68 °С. Процесс изготовления деталей оснастки из эпоксидного компаунда состоит из следующих операций: Наиболее просты в изготовлении гипсовые формы. В деревянный ящик помещают мастер-деталь и заливают гипсовой массой. После извлечения мастер-детали заделывают неровности поверхности эпоксидным компаундом холодного отверждения (отвердитель — полиэти-ленполиамин). Форма готова к использованию. Изготовление шаблонов из самотвердеющих пластмасс производится прессованием их по контршаблонам. По одному контршаблону можно изготовить сотни и даже тысячи повторяющихся шаблонов для заточки резцов, сверл и другого режущего инструмента. Шаблоны прессуются главным образом из самотвердеющей пластмассы АСТ-Т. Последовательность изготовления шаблонов по контршаблонам следующая: порошок полиметилмета-крилат (эмульсионный с добавками ингибитора и пигмента) и жидкость (метилметакрилат с активатором) смешивают в соотношении 2:1 в стеклянном или фарфоровом сосуде. Для набухания порошка в жидкости его оставляют в сосуде на 10—15 мин. Для прессования изготовляют специальную форму. Форма состоит из рамки, в которую помещают контршаблон и две гладкие плиты. Рамку укладывают на нижнюю плиту и в середину кладут контршаблон. Сверху загружают массу и закрывают верхней плитой. Затем форма устанавливается под пресс, и производится прессование. Так как давление прессования пластмасс АСТ-Т не превышает 10—30 кгс/см2, то даже большие шаблоны можно прессовать на ручных винтовых прессах. Длительность выдержки формы под прессом при 25—30 °С составляет 5—15 мин, после чего форма разбирается и облой на шаблоне зачищается. Изготовление кондукторной плиты. Схема изготовления кондукторной плиты с закреплением втулок быстротвердеющей пластмассой ТШ приведена на рис. 2. Процесс изготовления кондукторной плиты состоит из установки кондукторных втулок по концевым мерам длины и угольнику и заливки втулок пластмассой. Порядок сборки кондукторной плиты следующий: к поверхности гладкой металлической контрольной плиты струбциной прижимают разметочный угольник, внутренние грани которого используют как оси координат, по которым заданы горизонтальные и вертикальные оси расположения кондукторных втулок. Чтобы установить втулку в заданном положении, необходимо точно измерить ее наружный диаметр и набрать блок концевых мер длины , равных размерам.
Рис. 1. Форма для прессования шаблонов
Для фиксации положения втулки ее торец смазывают жидким эпоксидным клеем и прижимают к плите. Остальные кондукторные втулки закрепляют аналогичным способом. После установки их на контрольной плите на втулки надевают кондукторную плиту, которая должна иметь отверстия под втулки. Диаметр отверстий должен быть больше наружного диаметра втулок на 4—6 мм. Перед надеванием кондукторной плиты на втулки поверхности контрольной плиты смазывают разделительным составом, а поверхности втулок и стенки отверстий кондукторной плиты обезжиривают органическим растворителем. При установке кондукторной плиты ее боковые стороны тщательно выверяют по разметочному угольнику, прижимают к контрольной плите струбцинами и в зазоры между стенками отверстия и втулками заливают пластмассу. После отверждения пластмассы проверяют межосевое расстояние кондукторных втулок, а затем отделяют кондукторную плиту с втулками от контрольной плиты. Излишки клея удаляют с плиты и торцов втулок шабером.
Рис. 2. Схема изготовления кондукторной плиты с закреплением втулок пластмассой
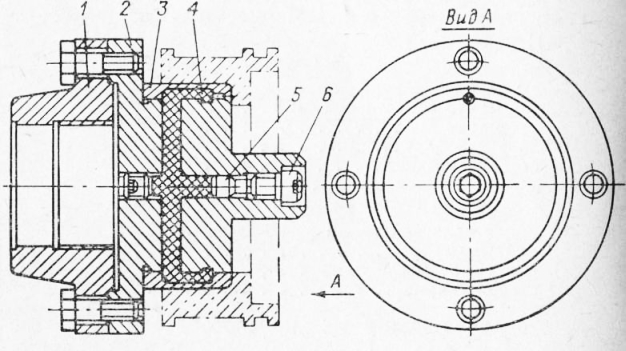
Гидропласты. В производстве приспособлений все большее применение находят композиции из полихлорвиниловой смолы, дибутилфталата и стеарата кальция. Эти композиции получили в инструментальном производстве название гидропластов. Применяется несколько марок гидропластов. Наиболее распространенные марки гидропласта: С, СМ и МАТИ-14. Изготовление зажимных приспособлений с гидропластом. Зажимные приспособления с гидропластом применяют при чистовой обработке цилиндрических деталей, изготовляемых с высокой точностью (до 0,01 мм). На рис. 6 показана оправка с гидропластом. Корпус оправки крепится к планшайбе. На корпусе напрессована в нагретом состоянии разжимная втулка, на которой для лучшего уплотнения в местах посадки сделаны кольцевые углубления. Рабочая (тонкая) часть втулки — мембрана — должна быть изготовлена с высокой точностью. Разнотолщинность стенок втулки может привести к смещению оси обрабатываемой детали. В каналах корпуса и в цилиндрической полости между корпусом и втулкой находится пластическая масса (гидропласт). Под действием Давления, сообщаемого винтом через поршень гидропласту, втулка расширяется, центрируя и закрепляя обрабатываемую деталь. Заполнение приспособления гидропластом производится в следующем порядке. Разрезанный на куски величиной 0,5—1 см3 гидропласт нагревают до плавления (120—130 °С) в бачке, помещенном в масляную ванну. Приспособление перед заливкой гидропласта нагревают до 120—140 °С. Винт, плунжер и резьбовую пробку приспособления, закрывающую отверстие для выхода воздуха, удаляют и заливают расплавленный гидропласт через плунжерную камеру в рабочую полость до заполнения всей полости с избытком, пока гидропласт не потечет через отверстие для выхода воздуха.
Рис. 3. Оправка с гидропластом
Реклама:Читать далее:Приборы и измерения при высокочастотном нагревеСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|