|
|
Категория:
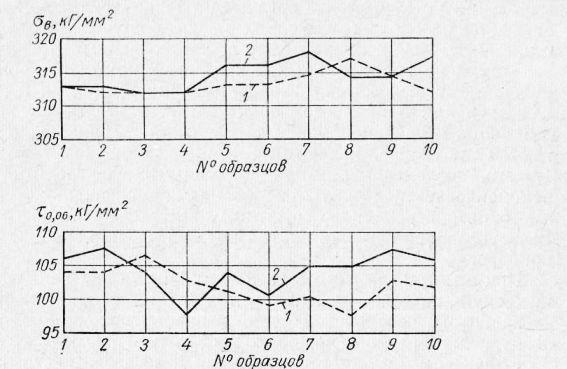
Пружины Далее: Фосфатирование пружин Кадмий—металл серебристо-белого цвета с голубоватым отливом. Сравнительно мягок, хорошо куется и прокатывается в листы. Путем протяжки из кадмия можно получить тонкую проволоку. Пары и соли кадмия являются ядовитыми. Применение кадмия в качестве защитного средства от коррозии металлов основано на его электроотрицательном потенциале, равном 0,402 в. По химическим и электрохимическим свойствам кадмий сходен с цинком, но по сравнению с цинковыми кадмиевые покрытия менее пористы и более плотные. По своим защитным качествам кадмий превосходит цинк, и в одинаковых атмосферных условиях пленка кадмия, по толщине равная, дает такой же эффект, как пленка цинка толщиной в 2—2,5 единицы. В сухом воздухе при обыкновенной температуре кадмий почти не изменяется. В атмосфере влажного воздуха он покрывается тонкой пленкой окиси, предохраняющей металл от дальнейшего разрушения. В морской воде и в атмосфере, насыщенной морскими испарениями, кадмиевое покрытие создает анодную защиту, благодаря чему он и применяется главным образом для коррозионной защиты стальных изделий, работающих в условиях морской атмосферы, а также в соприкосновении с морской водой или растворами хлористых солей. В кислых и нейтральных средах кадмий стоек более, чем цинк. В отличие от цинка он не растворяется в щелочах. Но в атмосфере, загрязненной сернистыми газами, т. е. в атмосфере промышленных районов, покрытия кадмием менее стойки, чем цинковые. Кадмий обладает высокой электропроводностью и обеспечивает надежный электрический контакт. Поэтому кадмиевые покрытия широко применяются в электропромышленности и в радиотехнической промышленности для покрытия контактов. Однако кадмиевые покрытия имеют ограниченное применение из-за дороговизны и дефицитности кадмия. Кроме того, нельзя забывать и ядовитые свойства кадмиевых солей и особенно цианистых. Электролитическое кадмирование производится в щелочных цианистых электролитах, а также в кислых электролитах. Для электролитического кадмирования наиболее широкое применение получили цианистые электролиты. Кадмирование в цианистых электролитах происходит при более положительном потенциале катода, чем цинкование. Поэтому при кадмировании стальные детали обычно наводороживаются меньше, чем при цинковании, что имеет большое значение для ответственных узлов механизмов и приборов. Цианистые электролиты кадмирования очень работоспособны и обладают высокой рассеивающей способностью. Кадмированные пружины, навитые из патентированной проволоки, могут работать в интервале температур от —50 до + 120 °С, а навитые из легированных марок сталей от —50 до +200 °С. Учитывая широкое применение кадмирования для ответственных деталей автоматических устройств и приборов электро- и радиотехнической промышленности, авторы выполнили опытную работу по установлению возможности применения процесса кадмирования в цианистых щелочных электролитах и возможности применения этого вида покрытия взамен других видов антикоррозионных защитных покрытий для пружин, навиваемых из проволоки диаметром не более 1,0 мм. Постановка такого опыта диктовалась и тем обстоятельством, что наиболее широкое применение в промышленности получило кадмирование в цианистых щелочных электролитах, в которых возможно наводороживание пружин вследствие выделения атомарного водорода, и что в отечественной литературе отсутствуют подробные сведения о действии цианистого кадмирования на проволочный материал. Для разрешения поставленной выше задачи исследованию подвергалась высококачественная патентированная углеродистая проволока 0 0,7 мм следующего химического состава: 0,9% С, 0,17% Мп, 0,22% Si, 0,09% Сг, 0,06% Ni, 0,011% S, 0,010% Р и изготовленные из этой проволоки цилиндрические пружины сжатия с внутренним диаметром 8+0,58 мм, свободной высотой 41 ± ± 1,6 мм, числом рабочих витков 11, числом полных витков 13±0,5. Под нагрузкой 1050+10 Г высота пружины должна быть равна 10 мм. Из опыта следует, что цианистое кадмирование при соблюдении указанного технологического процесса не оказывает влияния на наружный диаметр и свободную высоту пружин. Изменения механических характеристик проволоки по длине мотка, происшедшие в результате обработки в цианистом электролите кадмирования, приведены на диаграммах рис. 1 и 2.
Рис. 1. Сравнительные кривые
Рис. 2. Сравнительные кривые чисел кручений проволоки 0 0,7 мм до (1) и после (2) кадмирования Из рис. 1 следует, что процесс цианистого кадмирования способствует увеличению временного сопротивления проволоки при растяжении в среднем на 1,5 кГ/мм2 и предела упругости проволоки при кручении в среднем на 2,4 кГ/мм2. Увеличение этих механических характеристик проволоки и в особенности предела упругости проволоки при кручении является весьма положительным фактором, так как остаточная деформация у кадмированных пружин будет меньше. Из рис. 2 следует, что число кручений проволоки после кадмирования уменьшается в среднем на 11 кручений, при этом наблюдается разброс и общее снижение чисел кручений с отдельными точками кручений меньше норм, установленных техническими условиями на проволоку. Снижение чисел кручений происходит, по-видимому, вследствие наводороживания проволоки в процессе кадмирования в цианистом электролите, а это может вызывать единичные случаи поломок и образования трещин на пружинах. При осмотре пружин после 4000 циклов на них не обнаружили ни трещин, ни поломок. Поэтому для мелких пружин, навиваемых из проволоки небольших сечений и работающих при статическом нагружении, мы считаем вполне достаточной нормой 500 циклов. Решающим фактором для решения целесообразности кадмирования средних и крупных пружин являются экономические расчеты, так как при дороговизне и дефицитности кадмия затраты его могут быть неоправданными и предпочтительным будет нанесение защитного покрытия более дешевого и не менее стойкого, чем кадмий. Следует учитывать все высказанные соображения и применять кадмиевые покрытия только в особых случаях. Реклама:Читать далее:Фосфатирование пружинСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|