|
|
Категория:
Измерения Далее: Эталонные плитки Наряду с многомерными измерительными инструментами (штангенциркули, микрометры и т. д.), которыми можно измерить любой размер в пределах крайних делений школы инструмента, употребляют так называемые калибры — инструменты для проверки лишь одного определенного размера. Калибры для проверки валов имеют форму скобы и называются скобами. Калибры для проверки отверстий называют калибрами-пробками. Калибры подразделяются на круглые и плоские, а по способу измерения — на предельные и нормальные. Предельные калибры служат для измерения детали в пределах допусков. Калибр-пробка имеет на одном конце пробку с наименьшим предельным размером,а на другом конце — пробку с наибольшим предельным размером. Пробка с наименьшим предельным размером называется приемной и обозначается Пр (проходная) или пометкой 0 (ноль).
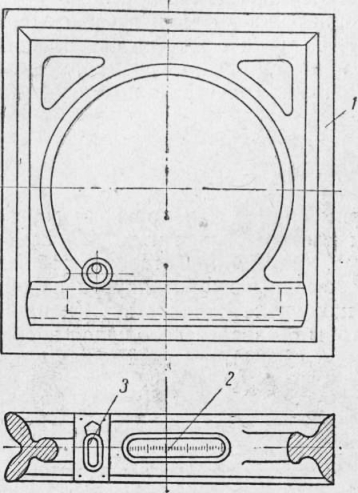
Рис. 1. Рамный уровень
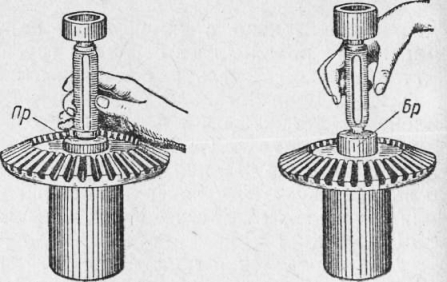
Рис. 2. Измерение отверстия предельным калибром-пробкой
Пробка с наибольшим предельным размером называется браковочной и обозначается Бр или Не (непроходная) либо цифрой предельного допуска. При правильном размере отверстия проходной конец калиб-ра-пробки должен входить в отверстие свободно, без нажима, под действием собственного веса. Калибр нужно направлять в отверстие по оси без перекосов и одновременно слегка поворачивать. Поворотом облегчают ввод калибра в отверстие. Браковочный калибр-пробка не должен входить в отверстие; допускается только легкий захват конца пробки в начале отверстия.
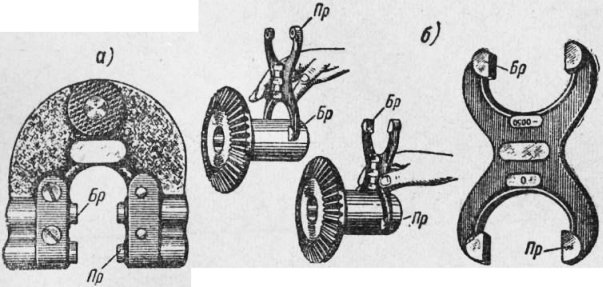
Рис. 3. Предельный калибр-скоба и прием проверки диаметра вала скобой:
а — односторонняя скоба, б — двухсторонняя
Мерительные приборы снабжают ручками, которые делают круглыми с рифленой накаткой и лыской (плоская полоска вдоль ручки) или шестигранными. Предельными калибрами для проверки валов являются скобы. Мерительными частями скобы служат две параллельные внутренние поверхности. Предельные калибры-скобы разделяются на односторонние и двухсторонние. У односторонних предельных скоб нижний размер проходной, а верхний непроходной. У двухсторонних предельных скоб одна сторона является проходной, а другая — непроходной. Браковочная сторона имеет наименьший предельный размер, а проходная — наибольший. При измерении проходная сторона должна находить на изделие без нажима, т. е. под влиянием собственного веса; браковочная сторона не должна находить на изделие. Нормальные калибры в отличие от предельных имеют только один определенный размер и всегда являются проходными. Употребляются они лишь в некоторых случаях — для проверки второстепенных размеров. Недостаток нормальных калибров состоит в том, что ими можно только очень грубо определить годность детали. Для проверки конических деталей применяют конусные калибры, нормальные и предельные. Конусные калибры делаются с уступами и контрольными рисками. Контроль конических изделий производится по осевому перемещению калибра относительно изделия. В процессе проверки наблюдают, находится ли торец изделия в пределах уступа или рисок.
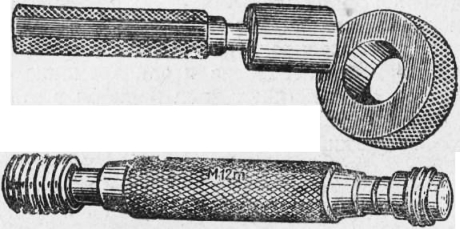
Рис. 4. Нормальные калибр-пробка и калибр-кольцо
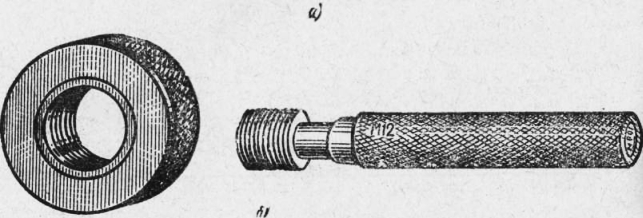
Рис. 5. Резьбовые калибры:
а — предельный резьбовой калибр-пробка, б — нормальные калибр-пробка и калибр-кольцо
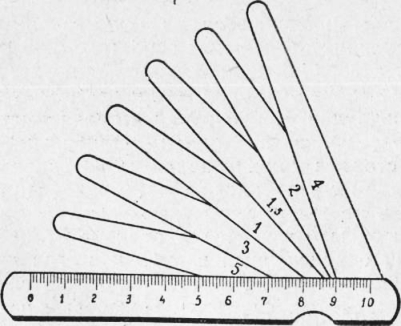
Существуют и резьбовые калибры в виде нормальных и предельных резьбовых калибров-пробок и калибров-колец. Для определения величины зазоров между деталями применяют щупы, представляющие собой набор тонких стальных пластинок строго определенной толщины, заключенных в обойму. В набор обычно входит 20 пластинок толщиной от 0,4 до 2 мм. Зазор можно проверять как одной, так и несколькими сложенными вместе пластинками, вставляемыми в зазор.
Рис. 6. Щуп
Реклама:Читать далее:Эталонные плиткиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|