|
|
Категория:
Пайка Далее: Промывка деталей для пайки Химическая очистка изделий перед пайкой заключается в удалении с поверхности металлов жировых пленок, окислов и других загрязнений. К операциям химической очистки поверхности относятся обезжиривание и травление. Обезжиривание поверхности металлов производится различными способами. Широко применяют следующие способы обезжиривания: в органических растворителях; в растворах щелочей; электрохимическое; ультразвуком. Обезжиривание в органических растворителях. Обезжиривание деталей перед пайкой от минеральных и растительных масел и минеральных смазок (технического вазелина, пушечного сала и солидола), а также от других загрязненИй часто осуществляют промывкой в органических горючих растворителях, керосине и бензине, и негорючих материалах (дихлорэтане, трихлорэтилене, четыреххлористом углероде и др ) . Эти вещества вредны для здоровья и их применяют лишь в специальных герметически закрытых аппаратах, оборудован-нЫх мощной вытяжной вентиляцией.
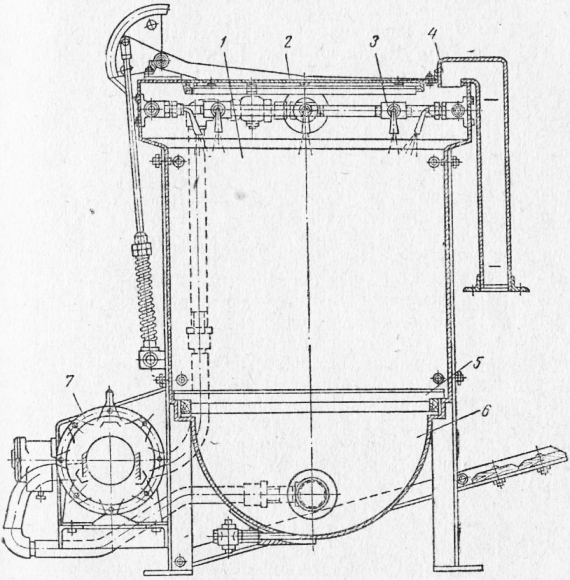
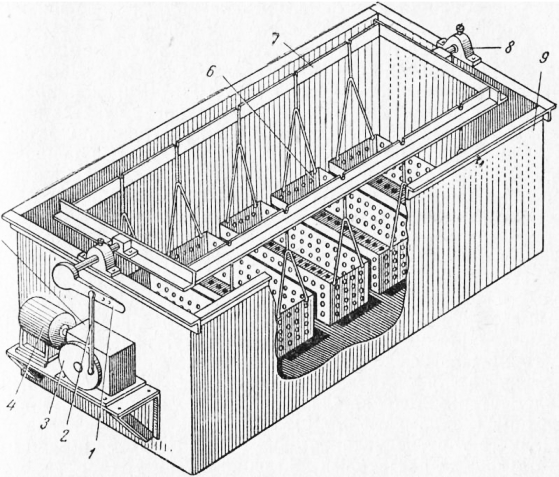
Рис. 1. Установка для обезжиривания в летучих растворителях Наиболее эффективными растворителями жиров являются дихлорэтан и трихлорэтилен, особенно когда их применяют в парообразном состоянии. После обработки органическими растворителями проводят Дополнительное обезжиривание в керосине или бензине. При промывке деталей в керосине или бензине операция проводится последовательно в двух-трех ваннах, причем в последней из них Должен находиться чистый растворитель. После промывки для удаления остающейся тонкой пленки жиров детали протирают тканью или опилками из древесины мягких несмолистых пород. Для обезжиривания деталей различных размеров в органических растворителях после механической обработки применяют установку, изображенную на рис. 1. Установка состоит из камеры с крышкой, резервуара для растворителя, фильтра, насоса и душирующего устройства. Детали, подлежащие обработке, помещают в камеру и включают насос. Органический растворитель из резервуара нагнетается по трубе в душирующее устройство, представляющее собой трубу с системой форсунок, расположенных по периметру .камеры. Растворитель, стекая с деталей, попадает в резервуар, где, пройдя через сетчатый фильтр, очищается от механических примесей. Из резервуара растворитель снова подается в душирующее устройство. Для удаления вредных испарений установка снабжена вытяжной вентиляцией, труба 4 которой присоединена к камере. Обезжиривание в растворах щелочей. Растительные и животные масла и жиры под воздействием щелочи омыляются, т. е. образуют растворимые мыла. При этом масла отделяются от поверхности металла и происходит процесс обезжиривания. Мыло, образовавшееся в результате воздействия щелочи, легко смывается с поверхности металла горячей водой. Минеральные масла, как известно, щелочами не омыляются. Щелочи в данном случае ведут к образованию эмульсий, в которых частички жира отделяются от поверхности металла и остаются в растворе в мелкораздробленном состоянии. Этот процесс проходит значительно быстрее при наличии в обезжиривающем растворе поверхностноактивных веществ (эмульгаторов). Эмульгаторы (смачиватели) ОП-7, ОП-10 и др. при температуре выше 60 °С соединяются с жирами, образуя эмульсии. При понижении температуры эмульсии распадаются и жир всплывает на поверхность обезжиривающего раствора, откуда может быть удален. Процесс обезжиривания ускоряется путем подогрева раствора, а также в результате перемешивания его сжатым воздухом или погружением в раствор корзин с деталями. На рис. 2 изображена ванна с качающимися корзинами. На боковой стенке корпуса ванны смонтирован электродвигатель с редуктором. Вал электродвигателя соединен с кривошипным механизмом, который в свою очередь через шатун и рычаг обеспечивает сварной раме ритмичные колебательные движения (корзины то опускаются, то поднимаются). Корзины с деталями находятся внутри ванны на специальных подвесках. Ось рамы закреплена в подшипниках. Для обезжиривания применяют растворы, в состав которых входит едкий натр, фосфорнокислый натрий, углекислый натрий, жидкое стекло и другие химические вещества. После обезжиривания детали тщательно промывают сначала в горячей, а затем в холодной проточной воде. Электрохимическое обезжиривание. При пропускании постоянного электрического тока через электролит ионы водорода, соприкасаясь с поверхностью изделий, подвешенных на катоде, механически сбивая частицы жира в электролит, перемещают и превращают жир в мелкораздробленные частицы (эмульгируют). Во время работы в электролите вокруг изделий накапливается щелочь, что ускоряет процесс обезжиривания.
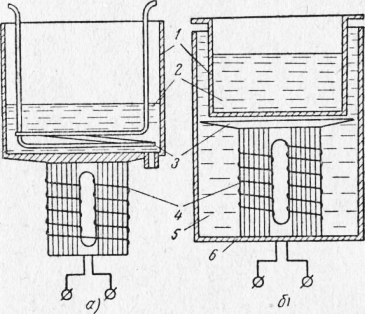
Рис. 2. Ванна для обезжиривания с качающимися корзинами Применение для обезжиривания переменного тока имеет ряд преимуществ. Замена постоянного тока при электрообезжиривании переменным при наличии эмульгаторов типа ОП уменьшает время обезжиривания с 5—7 мин до 15—20 сек, а в некоторых случаях и до 5 сек. Применение переменного тока устраняет выделение водорода и делает процесс взрывобезопасным. Совместное использование эмульгаторов и переменного тока позволяет снизить температуру обезжиривающих растворов до 60—70 °С (вместо 80—95 °С). В состав электролитов входит едкий натр, фосфорнокислый натрий, углекислый натрий, жидкое стекло и другие вещества. Достоинства электрохимического обезжиривания — быстрота процесса и хорошее качество очистки. Существенные недостатки—непригодность для сильно загрязненных изделий сложной формы с глубокими впадинами из-за низкой рассеивающей способности электролитов, опасность поглощения изделиями водорода, делающего металл хрупким. После электрохимического обезжиривания детали промывают в проточной холодной воде, а затем в горячей (80—100 °С). Обезжиривание ультразвуком. Широкое применение получила в последнее время ультразвуковая очистка поверхностей небольших деталей сложной конфигурации. Обезжиривающий раствор с погруженными в него деталями приводят с помощью вибратора в быстрое колебательное движение (частота колебаний превышает 20 000 гц). Такие колебания называются ультразвуковыми, т. е. сверхзвуковыми. Благодаря колебательному движению в растворе возникают сложные явления, значительно ускоряющие и улучшающие очистку деталей сложной формы от жиров, ржавчины, окалины, окисных пленок и остатков абразивных притирочных и полировочных паст. В качестве эмульгаторов для ультразвукового обезжиривания применяют каустическую соду, кальцинированную соду, тринатрийфосфат и другие вещества. Установка для ультразвуковой очистки состоит из трех основных элементов: источника электрических колебаний— лампового генератора (например, УЗ Г-10), преобразователя электрических колебаний в упругие механические волны (ПМС-6) и ванн с соответствующими растворами для очистки. Схема ванны для ультразвукового обезжиривания показана на рис. 2. Существует два способа обезжиривания с помощью ультразвука. При очистке крупных деталей первым способом ванна с моющим раствором соединена через мембрану с магнитострикционным преобразователем, возбуждающим ультразвуковые колебания большой частоты непосредственно в растворе. Для очистки мелких деталей вторым способом ванну, заполненную моющим раствором и деталями, помещают в бак с водой или трансформаторным маслом. На дне бака расположен магнитострикционный преобразователь, от которого ультразвуковые колебания передаются через масло и мембрану магнитостриктора раствору и деталям. Применение ультразвуковой очистки деталей перед пайкой значительно повышает производительность и улучшает условия труда, обеспечивает, высокое качество очистки и исключает использование бензина и других органических растворителей. Травление осуществляют двумя способами — химическим а электрохимическим. Химическое травление. Заключается в удалении с помощью кислот с поверхности черных металлов окалины или ржавчины, а с поверхности цветных металлов — окисных пленок. Для ускорения процесса травления детали необходимо предварительно обезжирить, так как жировые загрязнения препятствуют растворению окислов металла. Травление черных металлов обычно осуществляют в растворах серной или соляной кислот, иногда с добавками плавиковой, азотной и хромовой кислот. Для травления меди и медных сплавов применяют, как правило, азотную кислоту и смеси с другими кислотами.
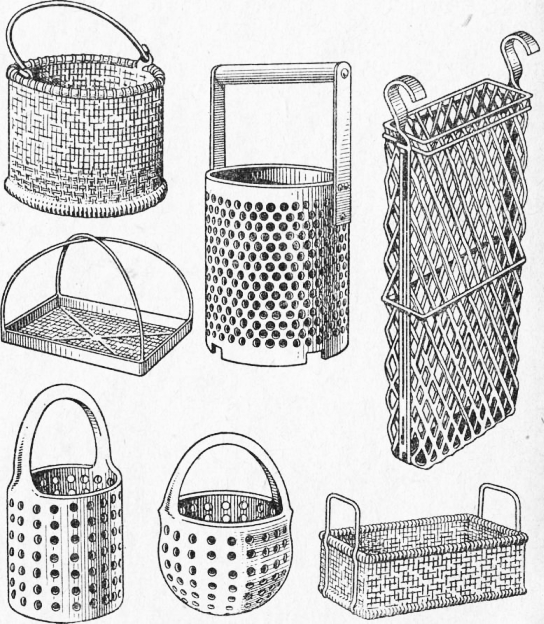
Рис. 3. Схемы ванн для ультразвукового обезжиривания: Для химического травления применяют обычно деревянные или бетонные баки, выложенные внутри кислотоупорными плитками. Мелкие детали погружают в ванну в корзинах или лотках (рис. 19). Травление металла обычно сопровождается обильным выделением на поверхности изделий газообразного водорода, способствующего механическому отделению окислов от поверхности металла. Водород при этом проникает (диффундирует) в верхние слои металла, что вызывает хрупкость и ломкость металла, а также приводит к образованию на поверхности металла «травильных пузырей», которые нередко становятся причиной брака. Для устранения травильной хрупкости и уменьшения возможности перетравливания рекомендуется добавлять в травильные растворы травильные присадки КС, ЧМ, УНИКОЛ, получаемые путем специальной обработки отходов мясных комбинатов и других пищевых предприятий, или некоторые высокомолекулярные органические вещества, называемые ингибиторами (замедлителями).
Рис. 4. Приспособления для травления мелких деталей После травления детали тщательно промывают в проточной холодной воде, затем в горячей воде и окончательно снова в проточной холодной. Электрохимическое травление. Различают анодное и катодное электрохимическое травление. При анодном травлении происходит электролитическое растворение металлов и механическое отрывание с поверхности пленки окислов выделяющимися пузырьками кислорода. Катодное травление происходит за счет химического восстановления металла из окисла и механического отрывания окислов бурно выделяющимся водородом. Наиболее распространенным способом является анодное травление, при котором изделия приобретают совершенно чистую, слегка шероховатую поверхность. Однако при этом поверхность металла можно легко перетравить, если не выдерживать режима травления. При катодном травлении опасность перетравливания исключается, но вследствие возможного насыщения поверхности водородом металл может стать хрупким. Продолжительность электролитического травления зависит от состояния поверхности и колеблется от 0,5 до 5 мин. Подогрев электролита до 50°С значительно ускоряет травление. Для электролитического (анодного и катодного) травления стали применяют растворы серной кислоты и хлористого натрия. Реклама:Читать далее:Промывка деталей для пайкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|