|
|
Категория:
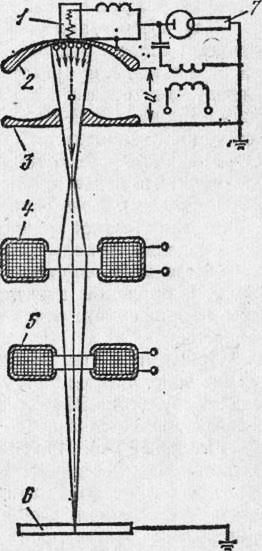
Сварка металлов Далее: Электрошлаковый процесс Лучевые источники энергии используют при сварке электронным лучом, лазерной сварке и световой сварке. При сварке электронным лучом носителем энергии являются электроны, при лазерной и световой — фотоны. Характерным признаком для лучевых источников является высокая плотность энергии в пятне нагрева, которая достигается концентрацией потока энергии с помощью специальных фокусирующих устройств. Площадь нагрева электронным лучом может быть по сравнению с газовым пламенем и дугой в 1000 раз меньше, при плотности энергии в 1000 раз большей. При использовании фотонного луча эта разница еще значительнее. Высокая плотность энергии в малом пятне нагрева определяет основные преимущества при сварке электронным лучом и лазером — выгодную форму проплавления (ножевая, кинжальная) и возможность получения прецизионных соединений. Вместе с тем при сварке глубоко внедренным лучом возникают дополнительные трудности: большая опасность пор и горячих трещин, колебания глубины проплавления и подрезы. Электронный луч. Электронный луч — поток электроновг, испускаемых одним источником и движущихся по близким траекториям в определенном направлении. Сущность процесса сварки электронным лучом в вакууме состоит в использовании кинетической энергии электронов. При бомбардировке электронами поверхности металла подавляющая часть их кинетической энергии превращается в теплоту, которую и используют для расплавления металла. Электронный луч создается в специальном приборе — электронной пушке (рис. 10), с помощью которой получают узкие электронные пучки с большой плотностью энергии, пушка имеет катод, который может нагреваться до высоких температур. Катод размещен внутри прикатодного электрода. На некотором расстоянии от катода находится ускоряющий электрод (анод) с отверстием. Электроны, выходящие с катода, фокусируются с помощью электрического поля между прикатодным и ускоряющим электродами в пучок с диаметром, равным диаметру отверстия в аноде. Положительный потенциал ускоряющего электрода может достигать нескольких десятков тысяч вольт, поэтому электроны, испускаемые катодом, на пути к аноду приобретают значительную скорость и энергию. Питание пушки электрической энергией осуществляется от высоковольтного источника постоянного тока.
Рис. 1. Схема установки для сварки электронным лучом
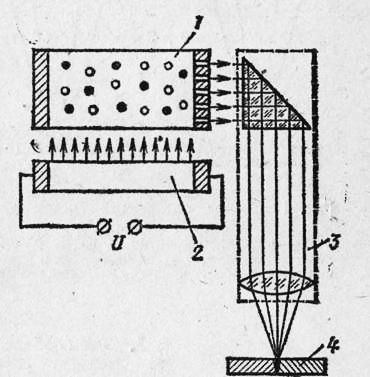
Для увеличения плотности энергии в луче после выхода электронов из первого анода электроны фокусируются магнитным полем в специальной магнитной линзе 4. Сфокусированные в плотный пучок летящие электроны ударяются с большой скоростью о малую, резко ограниченную площадку (пятно нагрева) на изделии 6, при этом кинетическая энергия электронов, вследствие торможения превращается в теплоту, нагревая металл до очень высоких температур. Для перемещения луча по свариваемому изделию на пути электронов помещают магнитную отклоняющую систему, позволяющую устанавливать луч точно по линии стыка. Мощность электронного луча может достигать очень больших величин, что делает его перспективным для сварки больших толщин (200—500 мм). Возможность высокой концентрации энергии при использовании малой мощности позволяет сваривать электронным лучом изделия микроэлектроники. Основные параметры режима электронно-лучевой сварки — сила тока, напряжение электронного луча, скорость сварки. Ускоряющее напряжение и сила тока луча определяют мощность источника энергии. При импульсном режиме электронно-лучевой сварки тепловыделение дополнительно регулируют частотой и длительностью сварочных импульсов. Эффективный к. п. д. электронно-лучевого нагрева изменяется в пределах 0,7—0,9. Лазерный луч. При лазерной’ сварке для местного расплавления соединяемых частей используют энергию светового луча полученного от оптического квантового генератора-лазера. По виду активного вещества-излучателя лазеры разделяют на твердые, газовые, жидкостные и полупроводниковые, по принципу генерации лазерного луча — импульсные и непрерывные. Сущность получения лазерного луча заключается в следующем. За счет накачки внешней энергии (электрической, световой, тепловой, химической) атомы активного вещества излучателя переходят в возбужденное состояние. Через некоторый промежуток времени возбужденный атом может излучить полученную энергию в виде фотона и возвратиться в исходное состояние. Фотон представляет собой элементарную частицу, порцию света, обладающую нулевой массой покоя и движущуюся со скоростью, равной скорости света в вакууме. Фотоны возникают (излучаются) в процессах перехода атомов, молекул, ионов и атомных ядер из возбужденных состояний в более стабильные состояния с меньшей энергией. При определенной степени возбуждения происходит лавинообразный переход возбужденных атомов активного вещества-излучателя в более стабильное состояние. Это создает когерентное, связанное с возбуждением, световое монохроматическое излучение, которое усиливается в излучателе многократным отражением от его стенок и выпускается в виде узкого направленного пучка. Таким образом, создается лазерный луч — монохроматический направленный поток фотонов. В настоящее время для сварки используют твердотельные и газовые лазеры. В современных твердотельных лазерах в качестве активного элемента используют оптическое стекло с примесью неодима и других редкоземельных элементов. Это позволяет повысить выходную мощность излучения. Твердотельные лазеры работают в импульсном режиме. Схема общей компоновки твердотельной лазерной сварочной установки приведена на рис. 2. Установка состоит из рабочего тела, лампы накачки, обеспечивающей световую энергию для возбуждения атомов активного вещества-излучателя. Полученное излучение фокусируется и. направляется с помощью оптической системы на свариваемое изделие. Мощность твердотельных лазеров невелика — 0,015—2 кВт. Газовые лазеры обладают более высокой выходной мощностью, работают в непрерывном и импульсном режимах и по своим технологическим возможностям становятся конкурентно-способными с электронно-лучевой сваркой. Преимуществами лазерного луча являются возможность передачи энергии на большие расстояния неконтактным способом, сварка через прозрачные оболочки, так как для световых лучей прозрачные среды не служат преградами, получение качественных соединений на металлах, особо чувствительных к длительному действию теплоты, сварка на воздухе, в защитной атмосфере, вакууме. Основной недостаток лазерного источника энергии низкие значения к. п. д. установок, высокая стоимость оборудования, недостаточная мощность серийного оборудования. Световой луч. В установках для сварки и пайки световым лучом можно использовать такие источники излучения, как солнце, угольная дуга, дуговые газоразрядные лампы и лампы накаливания. Для технологических целей наиболее перспективные и удобные излучатели — дуговые ксеноновые лампы сверхвысокого давления. Дуговая ксеноновая лампа представляет собой шаровой баллон из оптически прозрачного кварца с помещенными в него двумя вольфрамовыми электродами. Давление ксенона в лампе в нерабочем состоянии достигает 1 МПа.
Рис. 2. Общая компоновка лазерной установки
В системах, используемых для сварки световым лучом, концентрация энергии в пятне нагрева достигает 103 Вт/см2 и может быть увеличена при применении специальных линз и отражателей. Область рационального применения процесса — приборостроение. Реклама:Читать далее:Электрошлаковый процессСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|