|
|
Категория:
Электроды для дуговой сварки Далее: Сварка угольным электродом Неплавящийся электрод или совсем не плавится в процессе дуговой сварки, или, если и плавится, то незначительно, и его материал не принимает существенного участия в образовании наплавленного металла и сварного шва. Сварка ненлавящимся угольным электродом является старейшим способом дуговой сварки, первым изобретением Н. Н. Бенардоса. Известно несколько видов неплавящихся электродов, пригодных для использования в дуговой сварке. Угольные электроды представляют собой стержни из электротехнического угля, изготовляемого прессованием порошкообразной смеси из кокса и сажи, замешанных на каменноугольной смоле. После прессования стержни длительно обжигают в специальных печах без доступа воздуха. Они матово-черного цвета, твердые. Длительным обжигом при очень высоких температурах уголь может быть превращен в кристаллическую разновидность — графит. Электроды из графита значительно лучше угольных, у графита выше электро- и теплопроводность, и он окисляется на воздухе медленнее, чем уголь, поэтому во всех случаях графитные электроды, производимые нашей промышленностью, следует предпочитать угольным. Графит темно-серого цвета с металлическим отблеском, мягок, оставляет следы на бумаге, как мягкий карандаш. Уголь или графит — это единственный настоящий неплавящийся электрод. Уголь может быть расплавлен только при очень высоком давлении; под атмосферным давлением при нагревании До температуры 4800° С уголь не плавится, и испаряясь, переходит из твердого состояния непосредственно в газообразное. Проводились многократные опыты создания неплавящихся электродов из тугоплавких соединений, например карбидов; пока такие опыты не дали существенных результатов. Широко применяются электроды из вольфрама, самого тугоплавкого металла; темпе-Ратура его плавления 3370 °С, кипения — около 6000 °С. Неплавящийся электрод может быть создан из такого легкоплавкого металла, как медь (температура плавления 1080 °С). В данном случае используется высокая теплопроводность меди. Медный стержень диаметром 15—20 мм с концом, заточенным на конус, может служить неплавящимся катодом дуги на токах до 15—20 а. Незначительное местное оплавление электрода далее не распространяется; охлаждаемый проточной водой он стоек на токах до 50—60 а. Совершенно исключительную стойкость в дуге, горящей на воздухе, имеет водоохлаждаемый медный электрод, снабженный на рабочем конце вставкой из металла циркония; здесь возможны токи до 300—600 а, дающие совершенно незначительный износ электрода. Цирконий не является особенно тугоплавким металлом (температура плавления 1930 °С, кипения 2900 °С); возможно, что его исключительная стойкость в качестве водоохлаждаемого катода дуги объясняется образованием поверхностной пленки окислов и нитридов циркония, защищающей электрод от воздействия воздуха и достаточно электропроводной для прохождения тока дуги. Неплавящийся электрод применяется для сварки в основном металлов малых толщин, менее 1 мм, на воздухе без особой защиты и в различных защитных газах, а также для резки металлов, пайки, термообработки. Неплавящийся электрод широко используется в плазмотронах и горелках для получения плазмы для сварки и других целей.
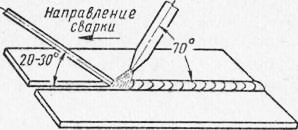
Рис. 1. Сварка угольной дугой
Неплавящиеся электродные стержни изготовляются дз чистого вольфрама, из вольфрама с присадками окислов тория, лантана или иттрия, электротехнического угля и прессованного графита. Вольфрам — тугоплавкий металл (температура плавления 3410 °С), имеет достаточно высокую электропроводность и теплопроводность. При сварке вольфрамовым электродом на постоянном токе применяется прямая полярность. Для электродов применяют стержни следующих марок: ЭВЧ — электродный вольфрам чистый; ЭВЛ-10 и ЭВД-20 — электродный вольфрам с присадкой 1—2% окиси лантана; ЭВТ-15 —- электродный вольфрам с окисыо тория; ЭВИ-30 — электродный вольфрам с 1,5—2% окиси иттрия. Присадки к вольфраму понижают потенциал ионизации и способствуют устойчивому гор нию дуги, а также позволяют увеличивать плотность тока на электроде. Для избежания окисления вольфрамового электрода сварка производится в инертном газе. Диаметр вольфрамовых электродов составляет 2—10 мм в зависимости от силы сварочного тока. Реклама:Читать далее:Сварка угольным электродомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|