|
|
Категория:
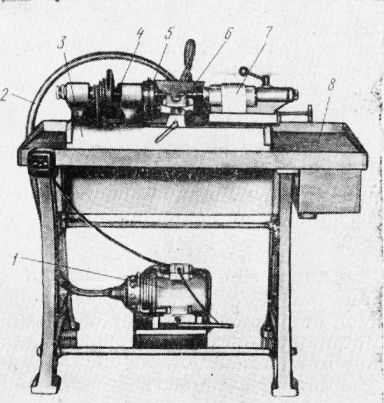
Обработка алмазов В зависимости от способа крепления обрабатываемого алмаза применяют обточные станки с одной и двумя шпиндельными бабками. При обточке на одношпиндельных станках алмаз закрепляют только клеем; при обточке на двухшпиндельных станках применяют клеевой и механический методы крепления. Обточной станок фирмы «Рубин» (Бельгия). Малогабаритный двухшпиндельный станок фирмы «Рубин» применяют преимущественно для обточки мелких алмазов как при механическом, так и при клеевом методе их крепления. Станки типа «Рубин» характеризуются достаточной синхронностью вращения шпинделей бабок, довольно высокой плавностью хода шпинделей и простотой его регулирования. К недостаткам станка следует отнести:
Рис. 1. Обточный станок фирмы «Рубин»: Обточные станки фирмы «Схалкенс» (Бельгия). Фирма «Схал-кенс» выпускает как двухшпиндельные станки, так и одношпин-дельные для обточки алмазов только наклею. В двухшпин-дельных станках «Схалкенс» распределительный вал вращается в двух центрах и передает вращение одновременно обоим шпинделям. Передняя и задняя бабки станка имеют одинаковую конструкцию; шпиндель вращается в двух подшипниках скольжения. Подшипники скольжения разрезные; зазор регулируется винтами по мере выработки шейки подшипника о шпиндель. Вращение валу передается от электродвигателя (2800 об/мин, 0,30 кВт, 220 В).
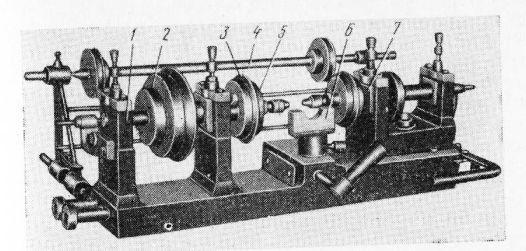
Рис. 2. Двухшпиндельный обточной станок фирмы «Схалкенс»:
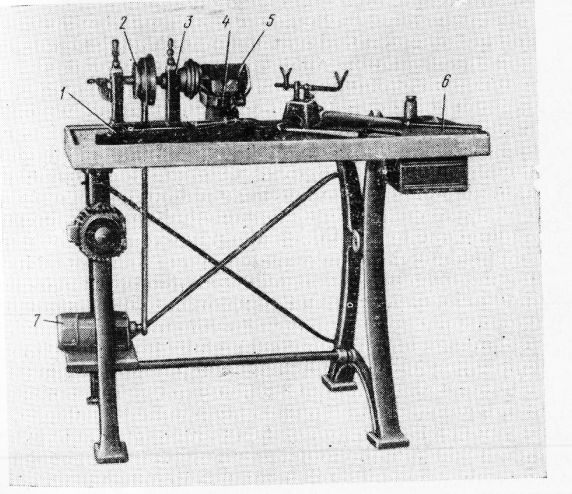
Рис. 3. Одношгшндельный обточной станок фирмы «Схалкенс»: Запуск электродвигателя производится ножной педалью пускового реостата. Переключение скоростей бесступенчатое. Одношпиндельный обточной станок используется для обточки алмазов при клеевом методе крепления и имеет только переднюю бабку. Электродвигатель включается ножной педалью. К недостаткам станков типа «Схалкенс» относится то, что их шпиндель имеет довольно слабую жесткость. В результате этого в процессе обточки возникают большие упругие деформации, которые влияют на точность геометрической формы обрабатываемой поверхности.
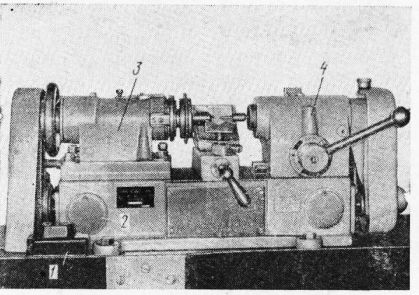
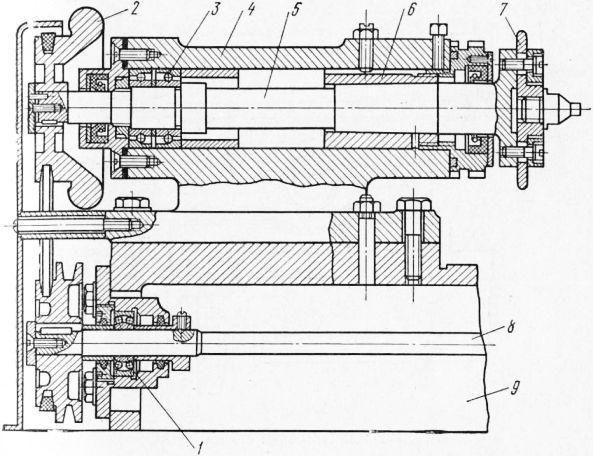
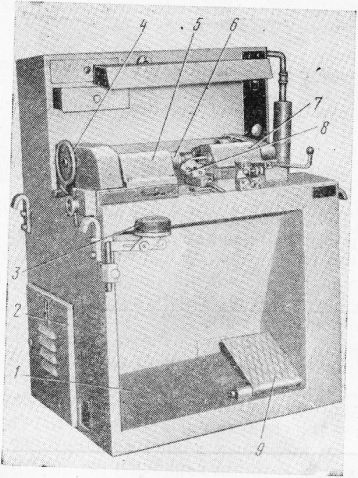
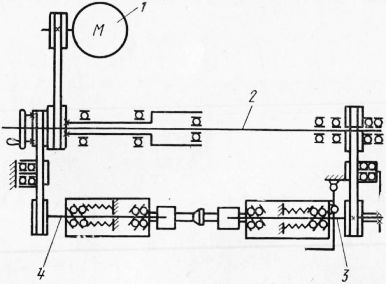
Рис. 4. Обточной станок СОА-3: Обточной станок типа СОА-3. Конструкция станка для обточки алмазов типа СОА-3 разработана Всесоюзным научно-исследовательским институтом Гознака в 1963 г. Станок предназначен для обточки алмазов под круглую и фантазийные формы (овальная, грушевидная, маркиз) бриллиантов. Станок типа СОА-3 может быть использован без задней бабки (при клеевом методе крепления алмаза) и с задней бабкой (при механическом методе крепления алмаза). Длина станка 1160 мм, ширина 700 мм и высота 1060 мм. Масса станка 400 кг. Станок типа СОА-3 состоит из следующих основных узлов: основания, стола, передней бабки, задней бабки и электропривода. Станина предназначена для размещения и закрепления на ней остальных узлов станка. Она состоит из двух стенок, соединенных между собой двумя поперечными стяжками и литой чугунной плитой, служащей основанием для стола. Стол сверху покрыт листами винипласта и предназначен для размещения приспособлений и инструментов обдирщика. Размеры стола: 1120X507X750 мм. Обычно вокруг стола делается небольшой бортик высотой 1,5—2,0 см, который препятствует падению инструментов и алмазов на пол и в то же время не мешает работающему. Непосредственно на столе располагается основание, внутри которого в двух подшипниках качения вращается передаточный распределительный вал. На основании закреплены передняя бабка, задняя бабка и подставка с эксцентриковым зажимом и регулируемой по высоте опорой.
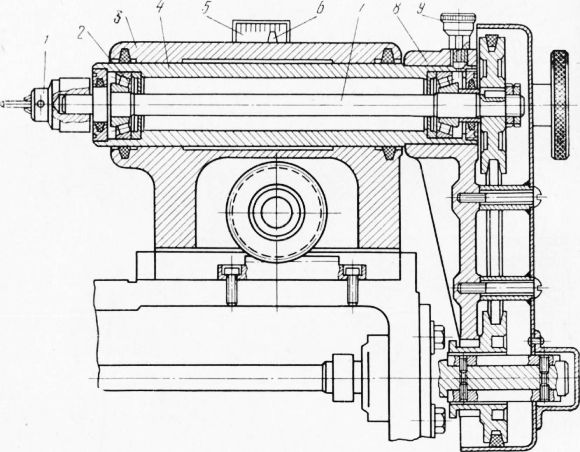
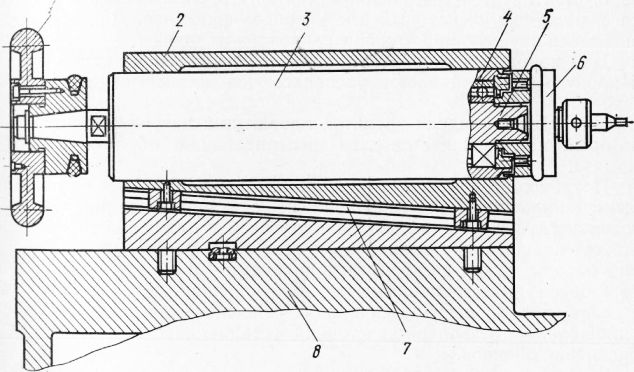
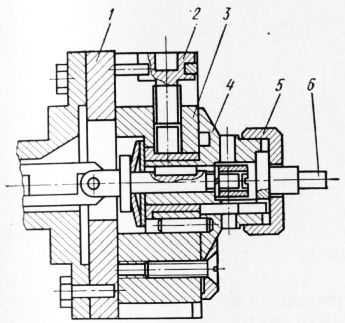
Рис. 5. Передняя бабка станка СОА-3: Передняя бабка неподвижно закреплена на основании болтами и состоит из корпуса, в расточке которого в переднем коническом подшипнике скольжения и в заднем радиально-упорном шарикоподшипнике вращается шпиндель 5. Для поворота шпинделя вручную на его конце закреплен маховик. На торце шпинделя крепится плавающий патрон. Та часть станины, на которой крепится задняя бабка, выполнена в виде «ласточкина хвоста». Благодаря этому при движении рукоятки влево задняя бабка при помощи шестерни и зубчатой рейки может поджиматься к передней бабке. Корпус задней бабки с тыльной стороны имеет прилив, в расточке которого находится пружина, регулирующая усилие прижима алмаза.
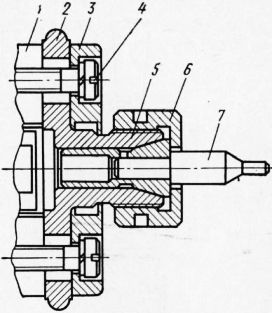
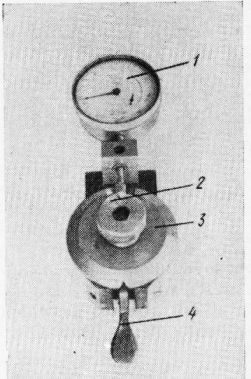
Рис. 6. Задняя бабка станка СОА-3: Пружина соединена с указателем, пп положению которого относительно делений шкалы отсчета можно определить величину силы поджима задней бабки. Она может быть отрегулирована в пределах от 0 до 40 кГ. Электродвигатель установлен на двух кронштейнах, закрепленных на стяжке, и имеет регулировку натяжения ремней. Магнитный пускатель, трансформатор и предохранители крепятся на правой стороне станины станка, а переключатель скоростей и кнопочная станция — на плите.
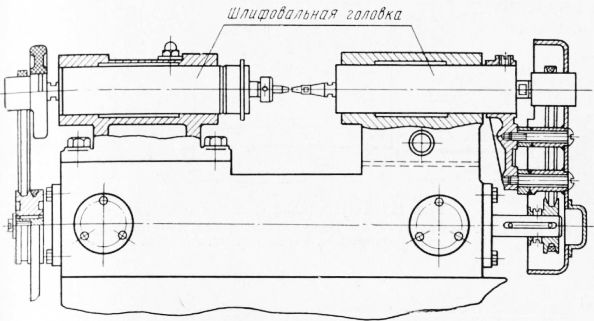
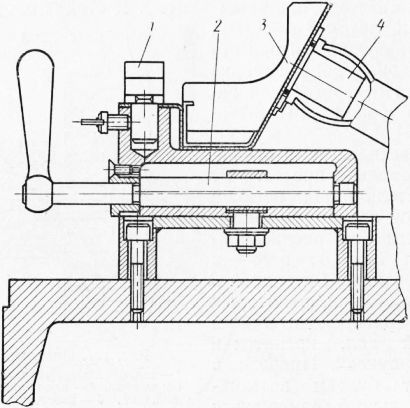
Рис. 7. Обточной станок типа СОА-3 со шлифовальными головками Станок типа СОА-3 обладает рядом недостатков: Чтобы повысить надежность работы обточного станка, шпиндели передней и задней бабок заменяют внутршлифовальными головками, одна из которых имеет левое, а другая — правое вращение. Вид станка со шлифовальными головками показан на рис. 7. Шпиндель внутри головки вращается в четырех радиальных шарикоподшипниках; на заднем конце его закреплен шкив, на переднем наконечник, в который ввинчивается прижим.
Рис. 8. Внутришлифовальная головка:
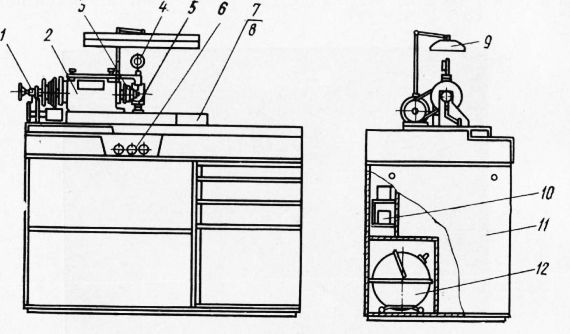
Рис. 9. Обточной станок ШП-6: Станина представляет собой чугунную отливку коробчатой формы, служащую основанием, на котором монтируются остальные узлы станка.
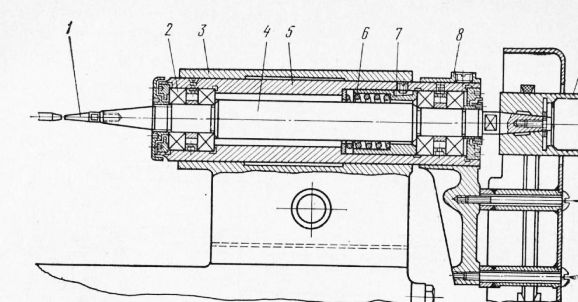
Рис. 10. Передняя бабка станка ШП-6: В правой части станины расположена установка для отсоса алмазной пыли, образующейся при обточке. Сверху на плоскости станины устанавливаются центровые бабки и электрошкаф с ящиками для принадлежностей и инструмента. Промежуточный вал предназначен для передачи крутящего момента от электродвигателя на шпинделе центровых бабок. Промежуточный вал смонтирован на подшипниках качения в корпусе, установленном на верхней плоскости станины, и несет на концах шкивы одинакового диаметра, при помощи которых клиновидными ремнями приводятся во вращение шпиндели центровых бабок. Натяжение ремней производится натяжными роликами, смонтированными на подшипниках качения. В целях выполнения требований техники безопасности ременные передачи закрывают специальными кожухами. Передняя бабка предназначена для установки плавающего патрона с алмазом и приведения алмаза во вращение. В корпусе передней бабки, неподвижно закрепленном на станине, монтируется высокооборотная внутришлифовальная головка, шпиндель, который имеет правое вращение. Для поворота шпинделя вручную на его конце закреплен маховик. Для коррекции соосности шпинделей передней и задней бабок в корпусе передней бабки располагаются клиновые направляющие. На торце шпинделя крепится плавающий патрон, который предназначается для центрирования обрабатываемого алмаза. Патрон состоит из двух планшайб. Планшайба тремя резьбовыми шпильками жестко соединена с корпусом шлифовальной головки. Между шлифовальной головкой и планшайбой размещается плавающая планшайба с резьбовым хвостовиком. Большие зазоры между резьбовыми шпильками и окнами в планшайбе обеспечивают смещение центральной планшайбы, а соответственно и резьбового хвостовика относительно оси вращения шпинделя. На резьбовой хвостовик устанавливается патрон для крепления оправок. Задняя бабка предназначена для поджима кристалла, находящегося в оправке передней бабки, в осевом направлении. Задняя бабка состоит из корпуса, в котором крепится такая же шпиндельная головка, что и на передней бабке, но левого вращения, и основания, крепящегося на станине и несущего направляющие, по которым перемещается корпус со шпинделем. Направляющие задней бабки — шариковые с принудительным натягом. Длина хода корпуса задней бабки — 55 мм. Корпус со шпинделем отводится в заднее положение для смены кристалла, оправок или прижима. Отвод корпуса в заднее положение осуществляется рукояткой, расположенной в передней части станка. Эта же рукоятка фиксирует отведенное положение корпуса задней бабки. Усилие прижима алмаза регулируется пружиной сжатия и рукояткой. Между передней и задней бабками на станине станка размещается подставка с регулируемой по высоте опорой. При помощи эксцентрикового зажима подставка может быть закреплена на станине в определенном положении. Опора по высоте устанавливается стопорным винтом. К стойке опоры крепится металлический лоток с сеткой для сбора образующихся при обработке отходов. В задней стенке потка имеется отверстие для засасывающего сопла пылеотвода. Кинематическая схема станка довольно проста. От электродвигателя при помощи клнноременной передачи вращение передается на распределительный вал, а от него — к шпинделю передней и задней бабки. Подшипники, в которых вращается распределительный передаточный вал, крепятся в специальных буксах. Прорези в крышке дают буксам возможность вертикально перемещаться вместе с валом относительно станины станка, что позволяет отрегулировать силу натяжения клнноременной передачи к передней и задней бабке. Система улавливания алмазной пыли (на рисунке не показана) состоит из пылеотвода и пылесоса, установленного внутри станины.
Рис. 11. Плавающий патрон:
Рис. 12. Подставка:
Рис. 13. Кинематическая схема станка ШП-6: Пылесос предназначен для отсасыва,ния алмазной пыли из зоны обработки и сбора ее в определенном месте. Электрошкаф (на рисунке не показан) предназначен для установки пускорегулирующей аппаратуры, обеспечивающей управление электродвигателями, установленными на станке. В правой верхней части электрошкафа в передней части станка находится пульт управления, в левой верхней части — ящики для принадлежностей и приспособлений.
Рис. 14. Общий вид обточного станка СО-2 Обточной станок СО-2. Одношпиндельный станок СО-2 предназначен для обточки алмазов под фантазийные формы бриллиантов типа «груша» и «маркиз» с использованием клеевого метода крепления заготовок. Общий вид станка показан на рис. 131. На рис. 132 показаны основные узлы станка. Станина представляет сварную конструкцию коробчатой формы и служит для монтажа на ней всех узлов и механизмов, о передней части станины имеется ниша для ног работающего, а также ящики и выдвижной столик для хранения оснастки. В верхней передней части станины, в нише, смонтирован блок электроуправления. Механизм поворота бабки состоит из поворотного стола и электромеханического привода и служит для поворота бабки из крайнего левого в крайнее правое положение и обратно. Действие механизма полуавтоматическое.
Рис. 15. Обточной станок СО-2: По окончании обточки одной стороны полуфабриката происходит поворот его на 180° и обтачивается другая сторона полуфабриката. Патрон состоит из корпуса, ползуна и планшайбы с гайкой. Патрон служит для крепления и установки оправки с полуфабрикатом в определенном положении. Патрон укреплен на шпинделе. С помощью маховичка осуществляется вращение патрона вручную. Планшайба патрона может поворачиваться вокруг своей оси на 180° с промежуточной фиксацией через 15°. Величину смещения планшайбы с оправкой относительно оси вращения шпинделя можно изменить перемещением ползуна при помощи микровинта. Индикаторное устройство состоит из индикатора ИЧ-10 и кронштейна. Предназначено для замера величины смещения обтачиваемого полуфабриката относительно оси вращения шпинделя и для замера параметров полуфабриката. Механизм вращения оправки служит для поворота полуфабриката на 180° вокруг своей оси за 30 с при доработке рундиста на дуге меньшего радиуса полуфабрикатов формы «груша». Пылеотсос состоит из пылеприемника и пылесоса и служит для удаления алмазной пыли и сколов из зоны обработки полуфабриката. В комплект станка входят приспособления для наклеивания полуфабрикатов для обдирки под форму «груша» и «маркиз» и приспособление для контроля точности наклеивания.
Рис. 16. Индикаторное устройство для контроля точности наклеивания полуфабрикатов: Приспособление для наклеивания полуфабрикатов для обточки под форму «груша» предназначено для точного ориентирования полуфабрикатов на оправки для обточки рундиста при изготовлении бриллиантов формы «груша». Механизм ориентирования полуфабриката состоит из трех стержней, расположенных так, что передние торцы их образуют три взаимно перпендикулярные плоскости, равноудаленные от оси посадочного отверстия под оправку. Оси стержней лежат в одной плоскости и перемещаются в осевом направлении одновременно. Перемещая рычаг управления стержнями, торцовые плоскости стержней подводят до упора к граням пояска полуфабриката, тем самым ориентируя его так, чтобы три подшлифованные взаимно перпендикулярные грани были равно удалены от оси посадочной поверхности оправки.
Рис. 17. Патрон:
Рис. 18. Приспособление для наклеивания полуфабрикатов для обточки под форму «груша»: Реклама:Читать далее:Пути совершенствования конструкций обточных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|