|
|
Категория:
Обработка алмазов Выше было рассмотрено устройство некоторых типов станков, применяемых в настоящее время в различных странах для обточки алмазов. Следует отметить, что процесс обточки еще очень слабо механизирован. Это относится, в первую очередь, к центрированию обрабатываемого алмаза, к обработке поверхности рундиста с помощью ручной державки, контролю диаметра и высоты пояска заготовки и др. Необходимость механизации и автоматизации перечисленных операций обусловлена следующими причинами. Центрирование обрабатываемого кристалла алмаза выполняется путем смещения оси оправки с закрепленным алмазом относительно оси вращения шпинделя станка. При этом величину смещения и точность центрирования обточник определяет визуально. При таком методе центрирования, особенно при низкой квалификации рабочего, трудно добиться высокой точности. Ошибки, возникшие при этом, ведут к уменьшению диаметра заготовки бриллианта и, следовательно, к снижению коэффициента использования алмазного сырья. Механизация этой операции имеет исключительно важное значение, так как позволяет получить наибольшие параметры заготовок из кристаллов различных форм. Наиболее перспективным для центрирования алмазов является применение бесконтактных оптических устройств. При этом центрирование можно выполнять или непосредственно на обточном станке или вне его. Обточку алмазов на станках всех типов рабочии выполняет вручную при помощи алмаза-резца, зажатого в резцедержатель. Эта операция является довольно трудоемкой и ответственной и требует высокой квалификации обточника.
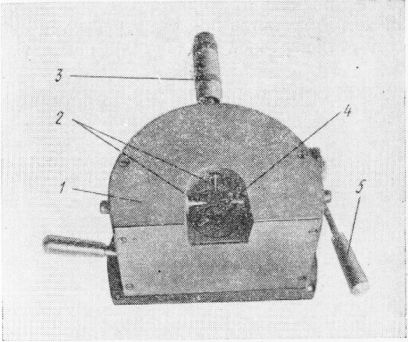
Рис. 1. Приспособление для наклеивания полуфабрикатов для обточки под форму «маркиз»: Механизация операции обточки облегчит труд обточников и позволит использовать рабочих более низкой квалификации. Первые попытки в этом направлении уже сделаны. В частности, была изучена возможность обточки одного кристалла алмаза другим кристаллом алмаза с применением механического суппорта, имеющего манипулятор для быстрой перестановки обрабатывающего кристалла алмаза в требуемое положение. Однако наиболее перспективным в настоящий момент является метод одновременной обработки двух вращающихся кристаллов. На рис. 2 приведен общий вид станка со шлифовальным устройством. Из кинематической схемы видно, что шлифовальный инструмент — алмазный круг вращается от отдельного привода, причем ось вращения инструмента перпендикулярна оси обрабатываемого полуфабриката. Шлифовальной бабке придается осциллирующее движение от привода. В шлифовальном устройстве предусмотрены три суппорта: первый — основной, для поперечной подачи шлифовального инструмента на обрабатываемый полуфабрикат; второй — продольный, для подналадочного перемещения шлифовального инструмента перед началом процесса шлифования. Необходимость такого суппорта вызывается различием в размерах обрабатываемых полуфабрикатов, диаметр которых колеблется от 1 до 10 мм. Третий суппорт — вертикальный. Он служит для придания шлифовальному инструменту осцилляции с целью равномерного его износа в процессе шлифования.
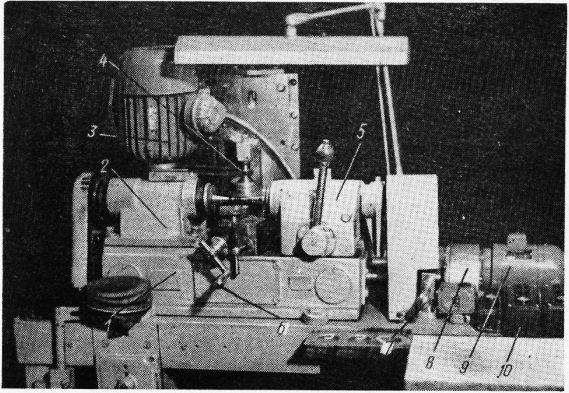
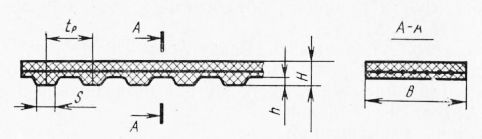
Рис. 2. Обточной станок для шлифования рундиста: Шлифование поверхности рундиста производится на значительно меньших оборотах полуфабриката, чем обточка, а линейная скорость шлифовального инструмента в зоне контакта превышает 30 м/с. Оптимальная скорость вращения полуфабриката 60—100 об/мин; оптимальная скоростью шлифования — 35—40 м/с. В качестве шлифовального инструмента применяются алмазные кпуги марки АПП 125X5X3X32 АСН 20/14 Ml 150%, АПП 125Х XSX3X32 АСН 20/14 МС1 150% и др. Замена чистовой обточки (доводка) финишной операцией шлифования позволила резко повысить качество обточки: шероховатость поверхности рундиста, обработанной этим способом, не ни-13 класса. Кроме того, уменьшается некруглость заготовок, полностью устраняются бочкообразность и конусность обточенного профиля. С использованием указанного метода шлифования в настоящее время изготовлен обточной станок для совмещенной обработки рундиста. Конструкция станка позволяет без переустановки полуфабриката последовательно проводить черновую обточку алмазным резцом и чистовую обточку (доводку) шлифовальным кругом. Конструкции современных обточных станков не позволяют в ходе работы с достаточной точностью определить диаметр и высоту пояска обрабатываемой заготовки. Данные параметры рабочий в большинстве случаев определяет визуально. Механизация и автоматизация операции — это создание оптической системы контроля диаметра, причем момент окончания работы должен контролироваться фотоэлементом, автоматически выключающим подачу. Станки с оптическим методом контроля диаметра уже применяют на ряде алмазообрабатывающих предприятий. Кроме указанных основных направлений, продолжаются работы по улучшению конструкции передней бабки станка с целью повышения надежности ее работы, ведутся исследования с целью уменьшения вибрации деталей и узлов станка, ликвидации несинхронности вращения шпинделей передней и задней бабок и т. д.
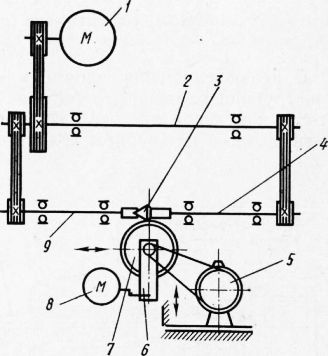
Рис. 3. Кинематическая схема станка для шлифования рундиста: Указанный недостаток устраняют применением в станках специальных зубчатых ремней, которые работают при линейных скоростях до 80 м/с и более.
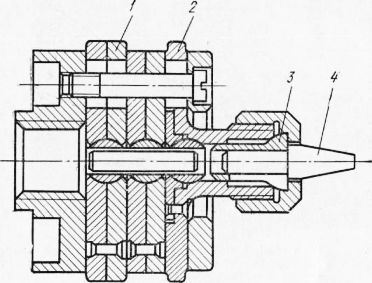
Рис. 4. Плавающий патрон с противовесом:
Рис. 5. Зубчатые ремнв (нормаль ОН-6-07-5-63) С целью снижения вибрации обточных станков разработана конструкция плавающего патрона, которая отличается от существующей тем, что в ней предусмотрен противовес массой, равной массе планшайбы, цанге и оправке. При смещении планшайбы противовес смещается в противоположную сторону на ту же величину и таким образом уравновешивает дисбаланс, создаваемый планшайбой. Применение плавающего патрона позволяет снизить вибрацию станка до 2,8 мкм. В настоящее время уже создан и испытан ряд станков и приспособлений, позволяющих вести полуавтоматическую обточку алмаза. На этих станках используется только клеевой метод крепления, центрирование алмаза выполняется вне обточного станка, обточка ведется механическим методом, окончание цикла, т. е. момент достижения заданного диаметра заготовки, контролируется специальным прибором. Рабочий, обслуживающий такой станок, в центрировании алмаза участия не принимает. Его обязанностью является правильная настройка станка и наблюдение за его работой. Перед обработкой, в зависимости от величины обрабатываемых кристаллов алмаза, настраивается величина осцилляции задней бабки и поперечная подача на один двойной ход бабки. В момент достижения заданного диаметра заготовки специальный прибор автоматически выключает подачу и дает сигнал об окончании цикла — зажигает сигнальную лампочку. Автоматизация процесса обточки позволяет значительно снизить квалификацию рабочего и допускает многостаночное обслуживание обточных станков этого типа. Реклама:Читать далее:Технологическая оснастка обточникаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|