|
|
Категория:
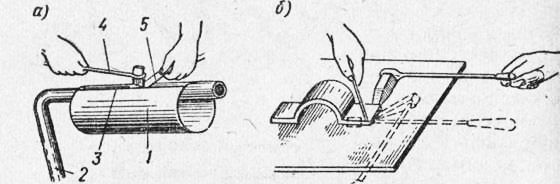
Пайка Далее: Пайка алюминия и его сплавов Технология пайки включает комплекс последовательно выполняемых операций, основными из которых являются подготовка поверхности соединяемых деталей, сборка, пайка и обработка деталей после пайки. Этот комплекс операций в том или ином объеме имеет место при всех способах пайки. Поэтому, несмотря на их разнообразие, технология пайки имеет много общего. Независимо от применяемого способа пайки для получения качественных паяных соединений требуются: 1. Тщательная очистка соединяемых поверхностей деталей перед пайкой от загрязнений и окисных пленок. Если при сварке загрязнения и окисные пленки в зоне шва приводят лишь к снижению прочностных и других характеристик сварного соединения, то при пайке они препятствуют взаимодействию между основным металлом и расплавленным припоем и, следовательно, образованию спаев. 2. Соблюдение при сборке деталей под пайку установленных зазоров. 3. Удаление окисной пленки с соединяемых поверхностей основного металла и припоя в процессе пайки. Для получения паяного соединения недостаточно очистить соединяемые поверхности металлов перед процессом пайки. Необходимо также обеспечить надежные условия удаления окисной пленки непосредственно в процессе пайки. 4. Равномерный нагрев соединяемых поверхностей деталей до температуры пайки. Если при сварке плавлением для образования шва необходимо лишь местное расплавление кромок соединяемых деталей, то при пайке требуется обеспечить одинаковые условия взаимодействия между флюсом (газовой средой), припоем и основным металлом. Принимая во внимание, что взаимодействие протекает в соединительном зазоре 0,1— 0,2 мм, легко представить, насколько важно иметь при пайке равномерную температуру нагрева. Только соблюдение этих общих для всех способов пайки условий протекания процесса пайки гарантирует высокое качество паяных соединений. Выбор способа пайки определяется техническими требованиями к изделию, конструкцией паяемой детали, материалом, из которого она изготовлена, применяемым припоем, количеством изготовляемых деталей й оснащенностью предприятия оборудованием. При изготовлении небольшого количества деталей экономически целесообразно применять для пайки газовые горелки. При наличии на предприятии соответствующего оборудования можно использовать для этой цели индукционные и другие способы нагрева. При массовом производстве деталей наиболее рациональна механизированная пайка в печах с применением контролируемых газовых сред. Процесс пайки определяется режимом пайки: температурой и условиями нагрева, выдержкой при температуре пайки и условиями охлаждения. В некоторых случаях режим пайки характеризуется также давлением, прикладываемым к соединяемым деталям в процессе пайки. Приемы пайки мягкими припоями. При ручной пайке применяются паяльники различных конструкций. Процесс пайки начинают с подготовки мест спая,” затем после припаивания очищают шов. Подготовка мест спая состоит обычно из механической очистки поверхностей деталей (напильником, шабером, пескоструйным аппаратом и др.), обезжиривания, травления и сборки под пайку. Иногда детали перед пайкой предварительно подвергают лужению. Зазоры между соединяемыми поверхностями при сборке под пайку должны быть в пределах 0,05—0,2 мм; в зазоры менее 0,05 мм мягкие припои не проникают, а зазоры более 0,2 мм снижают прочность спая. При пайке твердыми припоями зазоры следует делать в пределах 0,5—1 мм и более. Сложные узлы собираются в приспособлениях, фиксирующих взаимное расположение деталей. Выбор паяльника зависит от формы и размеров соединяемых деталей, а также от характера паяльных работ. В большинстве случаев применяют молотковые паяльники. Торцовые паяльники используют обычно лишь при пайке в труднодоступных местах. Подготовка паяльника состоит из заправки его напильником под углом 25—40°, снятия заусенцев и тщательного облуживания припоем. Зачищенный паяльник 4пп°еВают в Г0Рне> на огне паяльной лампы до 350— 400 °С или электронагревом, а затем его быстро снимают с огня и очищают от образовавшейся окалины (путем погружения в хлористый цинк). После этого рабочей частью паяльника захватывают определенную дозу припоя и несколькими трущими движениями по кусковому нашатырю залуживают припоем. На подготовленное к пайке соединение наносят хлористый цинк или какой-либо другой флюс, а затем вводят припой. На рис. 181, а показан пример паяния трубы 1 по шву 3. Труба располагается на приспособлении— поддержке 2. При пайке паяльник Одержат в правой руке, а в левой — кусок припоя 5. Для получения доброкачественного шва необходимо тщательно растереть паяльником припой по месту пайки до полного залуживания. Если при этом какая-либо часть шва не залуживается, то необходимо профлюсо-вать или зачистить это место заново.
Рис. 1. Пайка мягкими припоями
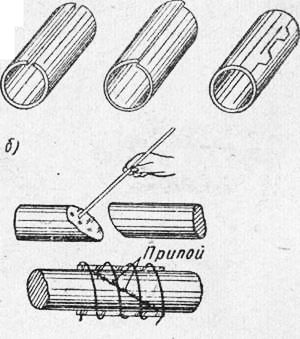
В процессе пайки рабочая часть паяльника должна лежать на спае всей поверхностью. Только в этом случае обеспечивается быстрый прогрев места спая и заполнение его припоем (рис. 1,б). В последнее время начали применять весьма производительный способ пайки путем погружения соединяемых деталей в ванну с расплавленным припоем или с расплавленной солью. Для хорошего затекания припоя в швы соединяемых деталей в состав солей добавляют 4—5% буры. При пайке деталей в расплавленных солях обычно используют электрические соляные ванны для термической обработки инструмеМа и соляные электродные однофазные и трехфазные печи с автоматическим регулированием температуры. Приемы пайки твердыми припоями. Пайка твердыми припоями может производиться различными способами. При пайке газопламенными горелками места спая нагревают пламенем паяльных ламп или газовых горелок. Для нагрева мелких деталей пользуются паяльной лампой или горелкой, работающей на осветительном газе или ацетилене. Для нагрева крупных деталей используют специальные и обычные сварочные кислородно-ацетиленовые горелки. При пайке погружением деталей в ванну с расплавленными солями припой предварительно, еще в твердом виде, прикрепляют к месту спая деталей. При пайке в печах детали с заранее нанесенным флюсом и припоем нагревают. В ряде случаев пайку производят в печах с электрическим обогревом в защитной атмосфере (водорода или аммиака), предохраняющей металл от окисления. Такой способ пайки в условиях массового производства деталей позволяет применять механизацию и автоматизацию процесса и вместе с тем обеспечивает высокое качество паяных соединений. Наиболее рациональным способом является пайка с нагревом токами высокой частоты. Однако в практике слесарной обработки часто пайка твердыми припоями осуществляется с помощью паяльных ламп, газовых горелок и в горнах. Перед пайкой соединяемые части детали (изделия) должны быть тщательно очищены от грязи, окалины, жира и собраны с учетом зазоров под пайку.‘При пайке твердыми припоями заготовки в зависимости от назначения можно соединять встык, внахлестку и реже в замок (рис. 2,а). Затем места спая покрывают флюсом (бурой), укладывают припой и скрепляют мягкой проволокой, чтобы соединяемые части не сместились (рис. 2,б). После такой подготовки деталь осторожно вводят в зону пламени паяльной лампы или горелки и следят за процессом плавления. Вначале нагрев места спая нужно вести медленно. Когда вздувшаяся бура осядет, нагрев усиливают и продолжают его до тех пор, пока припой полностью не расплавится и не зальет место соединяемых частей детали. Чтобы ускорить расте-каемость припоя в зазоре соединения, поступают так: место спая покрывают флюсом и слегка водят по всему шву куском заостренной железной проволочки. Спаянным деталям дают медленно остыть; такое замедленное остывание повышает прочность соединения.
Рис. 2. Приемы сборки деталей для пайки твердыми припоями
Паяние можно вести и в такой последовательности. Подготовленную деталь покрывают флюсом и подвергают нагреву. Когда температура нагрева будет достаточной для расплавления припоя, вводят припой в спай и следят за его расплавлением и растеканием по шву. По окончании пайки дают детали охладиться, зачищают шов от излишка наплавленного припоя, затем промывают и высушивают деталь. Реклама:Читать далее:Пайка алюминия и его сплавовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|