|
|
Категория:
Пайка Процесс пайки погружением при правильном его ведении во многих случаях удобен и экономичен, так как погружением в ванну с расплавленным припоем можно одновременно спаять узел, имеющий любое количество соединений. Однако при этом необходимо применять зажимные приспособления и фиксаторы, чтобы закрепить узел и выдержать зазоры в соединениях под пайку до полного затвердевания припоя. Перед пайкой погружением необходимо произвести предварительную обработку узла, в частности обезжиривание, очистку поверхности и нанесение флюса. При погружении деталей в ванну следует соблюдать правила техники безопасности. В ванне расплавленного припоя одновременно нагревается изделие н заполняются припоем паяемые соединения. Ванна с припоем Должна быть достаточно большой по объему, чтобы при заданной производительности погружаемые изделия не вызывали заметного понижения температуры припоя. Ванны больших объемов позволяют вести пайку при относительно меньших температурах, так как при этом обеспечивается требуемое количество тепла для пайки. Ванны для пайки могут быть различными по размерам и типам Для пайки мелких изделий, например различных проволочных изделий, или для пайки выводов к ножкам электронных ламп, применяют небольшие термостатно регулируемые электронагревательные агрегаты с емкостью ванны до 2,5 кг. Ванны емкостью 900—4500 кг, нагреваемые газом, применяются для пайки методом погружения больших партий мелких деталей, помещенных в соответствующие корзины. Ванны объемом в 5 и более тонн применяются для пайки ячеистых автомобильных радиаторов.
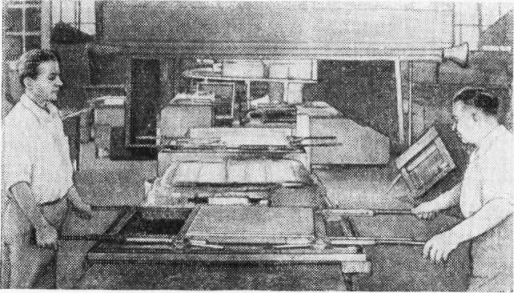
Рис. 1. Пайка радиатора погружением.
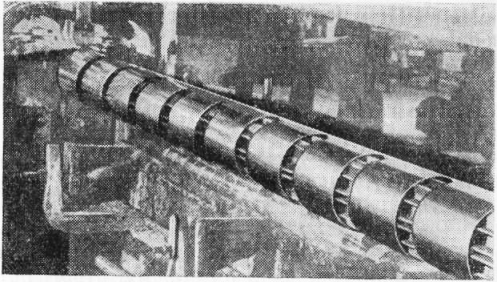
Боковые швы консервных банок паяют на установке, состоящей из ролика для нанесения припоя, вращающегося в ванне расплавленного припоя. Вращясь, ролик наносит припой на боковые швы консервных банок, которые быстро передвигаются (300-500 банок в минуту) вдоль верхнего края ролика параллельно его оси. У этих установок ван-ны с припоем имеют достаточно большие размеры, что обеспечивает нагрев большого количества швов и требуемую производительность.
Рис. 2. Корпусы консервных банок проходят вдоль вала, вращающегося в ванне с расплавленным припоем; излишки припоя удаляются полировальным кругом.
Пайка погружением находит все новые области применения. Большие успехи достигнуты в электронной промышленности при пайке печатных схем. За одно погружение производится пайка 12 печатных схем, что гораздо быстрее, чем паять каждое соединение в отдельности. Реклама:Читать далее:Пайка при нанесении припоя пистолетомСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|