|
|
Категория:
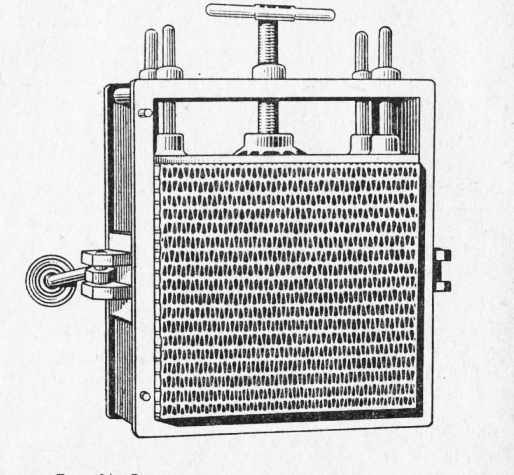
Пайка Далее: Промывка изделий после пайки Этот способ пайки применяют при обработке деталей любой конфигурации в условиях массового и крупносерийного производства. В качестве флюса используют в основном хлористый цинк. Ванну заполняют оловянно-свинцовым припоем. Перед пайкой изделия очищают от грязи и окислов обезжириванием и травлением. Затем их погружают на 3—5 мин в жидкий флюс, после чего быстро переносят в ванну с расплавленным припоем. Температура жидкого припоя в ванне не должна превышать более чем на 100—110 °С температуру плавления припоя во избежание его угара. Температура расплавленного припоя в ванне контролируется с помощью термопары. Для предотвращения облуживания поверхности изделия его покрывают защитным слоем—-раствором жидкого стекла или смесью его с мелким суриком, оставляя непокрытыми только места пайки. Поверхность ванны непосредственно перед пайкой очищают от окисной пленки деревянной лопаткой до получения блестящего зеркала припоя. Для предохранения содержимого ванны от окисления перед погружением изделий зеркало припоя посыпают хлористым аммонием. Химический состав припоя контролируется через 20—50 ч работы ванны с тем, чтобы в случае необходимости добавить недостающие компоненты. Процесс пайки состоит из операций, выполняемых в такой последовательности: Пайку погружением в ванну с расплавленным оловянно-свинцовым припоем широко применяют при изготовлении радиаторов Для водяных систем охлаждения двигателей внутреннего сгорания, коллекторов электродвигателей и других узлов и деталей в автомобильной, электротехнической, радиотехнической и других отраслях промышленности. На рис. 1 изображены соты радиатора, паянные методом погружения в расплавленный припой. Достоинством этого метода пайки является получение паяных соединений высокого качена, а также возможность пайки деталей сложной конфигурации. Недостатком является по’степенное загрязнение расплавленного припоя медью, цинком, железом и другими металлами в процессе пайки.
Рис. 1. Соты радиатора, паянные погружением в расплавленный припой (в приспособлении для опускания) Реклама:Читать далее:Промывка изделий после пайкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|