|
|
Категория:
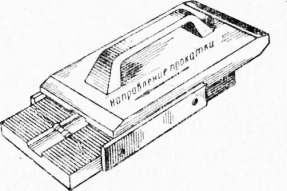
Производство радиоаппаратуры Навесные детали (конденсаторы, резисторы, полупроводниковые приборы) перед монтажом проходят подготовку, во время которой выпрямляют, подрезают, лудят и изгибают выводы. В условиях мелкосерийного производства выводы навесных деталей выпрямляют обычно вручную монтажными плоскогубцами или правят на приспособлении (рис. 168), отрезают выводы кусачками или с помощью приспособлений в соответствии с образцом, шаблоном или указаниями в технологической карте. Обычно длину выводов выбирают с таким расчетом, чтобы после их закрепления на контактных лепестках расстояние между местом крепления (пайки) и корпусом радиодетали было бы минимальным, но не менее 8—10 мм (если нет специальных указаний в технологической карте). Лужению выводов предшествует их зачистка. Окисную пленку и краску с выводов радиодеталей снимают шабером или шлифовальной шкуркой; лудят выводы на длину 8 мм (от корпуса) припоем ПОС-40 в электрованне. Если необходимо облудить вывод на меньшую длину, применяют пинцет-теплоотвод, с помощью которого детали погружают в ванну с расплавленным припоем. Гибку выводов у корпуса выполняют при помощи круглогубцев или с применением ограничителя. Для гибки круглых выводов лучше применять овалогубцы, которые не оставляют вмятин на выводах. Расстояние между корпусом и местом гибки должно быть для круглых выводов диаметром до 1 мм — не менее 2 мм; свыше 1 мм — не менее 3 мм. Для плоских выводов расстояние между корпусом и местом гибки должно быть не менее 2 мм. Для выводов полупроводниковых приборов это расстояние должно быть не менее 10 мм. Радиус изгиба берут не меньше удвоенного диаметра толщины вывода.
Рис. 1. Приспособление для правки проволочных осевых выводов радиодеталей
Гибку выводов радиодеталей выполняют, применяя шаблоны или образцы. Последней операцией подготовки радиодеталей, применяемых в печатных схемах, является подрезка, которую выполняют с таким расчетом, чтобы после установки детали на плату концы выводов выступали из установочных отверстий на 1—1,5 мм, если выводы подгибают под платой для крепления детали, а на 0,3—0,5 мм, если выводы не подгибают.В условиях крупносерийного и массового производства гнут и режут выводы радиодеталей на специальных полуавтоматах, выполняющих также электрическую проверку и укладку деталей в тару (кассеты).
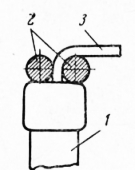
Рис. 2. Гибка вывода у корпуса при помощи круглогубцев: /—радиодеталь, 2 — губки круглогубцев, 3 — вывод
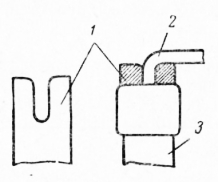
Рис. 3. Гибка вывода при помощи ограничителя: 1 — ограничитель, 2 — вывод, 3 — радиодеталь
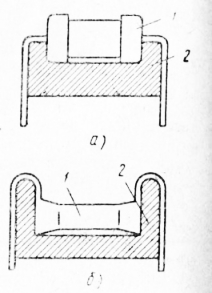
Рис. 4. Шаблоны для гибки выводов: а —осевых, б —радиальных; 1—деталь, 2 — шаблон
Реклама:Читать далее:Заготовка монтажных проводов, кабелей и жгутовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|