|
|
Категория:
Сварка металлов Далее: Сварочные контактные машины При электрической контактной сварке, или электрической сварке сопротивлением, нагрев осуществляют пропусканием электрического тока достаточной силы через место сварки, оказывающее омическое сопротивление прохождению электрического тока. Разогретые детали механически сдавливают или осаживают; таким образом, контактная сварка относится к группе сварки давлением.
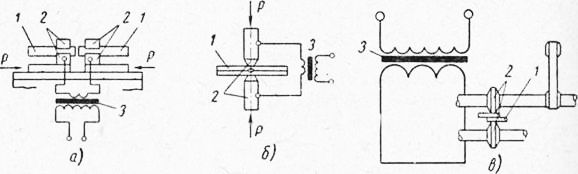
Рис. 1. Виды контактной сварки:
1 — свариваемый металл; г — токоподводящие электроды; 3 — трансформатор
По форме выполняемых соединений различают три основных вида контактной сварки: стыковую, точечную и шовную, или роликовую (рис. 1). При стыковой сварке через стык соединяемых деталей приблизительно одинакового сечения пропускается ток (рис. 1, а); после разогрева зоны сварки производится осадка. При точечной сварке соединяемые детали, чаще всего листы, собирают внахлестку и зажимают между двумя медными электродами, подводящими ток к месту сварки и имеющими форму усеченного конуса (рис. 1, б). Ток проходит от одного электрода к другому через толщу соединяемых деталей и производит местный разогрев до расплавления металла. Давлением, приложенным к электродам, производят осадку.
Рис. 2. Зависимость удельного сопротивления сталей от температуры:
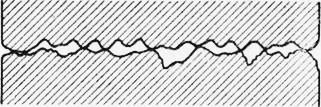
Электрическое сопротивление сварочного контакта меняется в процессе сварки иным образом. Поверхность металла, даже хорошо обработанного, имеет неровности, и при сжатии металлических деталей дехгствительное соприкосновение происходит лишь в отдельных физических точках (рис. 172). При пропускании электрического тока в контакте наблюдается более или менее значительное падение напряжения, что свидетельствует о соответствую’ щем омическом сопротивлении контакта.
Рис. 3. Поверхности контакта
Сопротивление контакта уменьшается с повышением температуры. Это объясняется увеличением пластических деформаций металла с повышением температуры и возможным разрушением поверхностных пленок при нагреве. При температуре около 500 °С контактное сопротивление стали становится очень малым и практически не зависит от давления. При температурах выше 600—800 °С сопротивление контакта становится столь малым, что им обычно можно пренебречь. Таким образом, составляющие общего сопротивления сварочной цепи при контактной сварке — сопротивление металла и сопротивление контакта при повышении температуры — меняются в противоположных направлениях: сопротивление металла растет, сопротивление контакта падает, и общее сопротивление сварочной цепи меняется не так уже сильно, в зависимости от температуры. Пользуясь приведенными зависимостями, можно сравнительно легко и достаточно точно определить общее количество тепла, освобождаемого в сварочной цепи. Гораздо труднее определить повышение температуры металла в зоне сварки. Одновременно с началом повышения температуры начинаются и потери тепла в окружающую среду. Тепло отводится от зоны сварки различными путями. Основная часть тенла отводится в соседние холодные слои металла вследствие теплопроводности. По мере повышения температуры металла быстро растущее количество тепла теряется посредством лучеиспускания. Второстепенное значение для контактной сварки обычно имеют потери тепла путем конвекции вследствие омывания поверхности металла холодным воздухом. В общем итоге потери тепла с повышением температуры быстро растут и выражаются столь сложными зависимостями, что подсчитать потери тепла для контактной сварки в большинстве случаев невозможно и приходится пользоваться почти исключительно опытными данными. Неизбежные потери тепла замедляют нарастание температуры металла при непрерывном прохождении тока, и с увеличением времени прохождения тока температура металла асимптотически приближается к некоторому конечному значению, соответствующему равновесному состоянию, если, конечно, до этого металл не разрушится вследствие плавления и испарения. Тепловое равновесие практически наступает уже через промежуток времени от долей секунды до нескольких минут. Поэтому процесс контактной сварки проходит всегда быстро, сварочная температура достигается или очень скоро по включении сварочного тока или совсем не достигается, если ток недостаточен. Чем больше сварочный ток, тем меньше продолжительность нагрева, меньше потери тепла в окружающую среду и общий расход энергии на сварку и тем выше к. п. д. процесса. При охлаждении металла по окончании сварки прежде всего происходит затвердевание расплавленной зоны, если она образовалась. Кристаллизация начинается с наружных слоев расплавленной зоны и продолжается к ее середине, образуя типичную столбчатую, или дендритную структуру литого металла. Кристаллизация сопровождается усадкой металла, ведущей при недостаточном давлении к образованию усадочных раковин. Охлаждение металла происходит весьма быстро, и если сталь способна к закалке, то возможно образование закалочных структур, мартенсита и троостита, в зоне сварки с возрастанием твердости металла и возможным образованием трещин. В зоне сварки нередко наблюдается рост зерна и образование видманштеттовой структуры, оба эти явления ведут к снижению пластичности металла в зоне сварки, особенно заметно понижается его ударная вязкость. Реклама:Читать далее:Сварочные контактные машиныСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|