|
|
Категория:
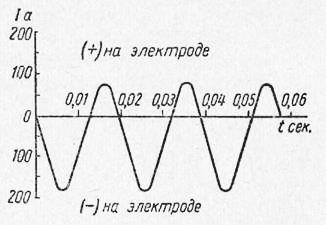
Сварка металлов Далее: Импульсно-дуговая сварка Сварка вольфрамовым электродом является весьма важным видом дуговой сварки, широко применяемым в производстве изделий новой техники из спецсталей, алюминия, магния и различных легких сплавов, тугоплавких металлов и активных металлов с большим сродством к кислороду, металлов малых толщин (менее 1 мм) и т. д. Вольфрам, самый тугоплавкий металл, в настоящее время производится в больших количествах для широкого промышленного применения. Вольфрам используется в больших количествах как легирующая присадка в высококачественных сталях, как основа многих твердых сплавов, для изготовления нити электрических ламп накаливания и пр. Для дуговой сварки выпускаются вольфрамо-вые стержни диаметром 1—6 мм. Вольфрам производится методами порошковой металлургии; из РУДЫ получают окисел вольфрама, он восстанавливается в печах в струе водорода; полученный тонкий порошок прессуют, затем длительной проковкой в атмосфере водорода превращают в сплошной металл за счет сварки частиц порошка в одпо целое. Нагретый вольфрам энергично соединяется с кислородом и быстро сгорает. Поэтому вольфрамовый электрод нельзя применять для сварки на воздухе; он применим только в защитных газах, не содержащих кислорода и непрерывно вдуваемых в дугу, — это инертные газы аргон или гелий, или же водород, иногда смеси этих газов. Дуга постоянного тока в аргоне при прямой полярности (минус на вольфрамовом электроде) легко зажигается, горит спокойно и устойчиво; напряжение дуги ниже, чем в воздухе; при этом электрод нагревается мало. Обычное напряжение дуги (10—15 в) поднимается до 25—30 в лишь при больших токах. На прямой полярности электрод нагревается мало и допустимы высокие плотности тока. Наименьший сварочный ток на нормальной полярности может, быть снижен до 1 а при еще достаточно устойчивом горении дуги. При нормальных режимах сварки на прямой полярности расход вольфрама незначителен и составляет в среднем всего несколько граммов за час работы. Ввиду разницы в свойствах и размерах вольфрамового стержня и свариваемого изделия дуга отличается ярко выраженной асимметрией; ее вид и свойства резко меняются при обратной полярности (плюс на вольфрамовом электроде). Возрастает напряжение дуги, уменьшается ее устойчивость, значительно усиливается нагрев и увеличивается расход вольфрамового электрода, уменьшается глубина проплавления основного металла. Дуга оказывает особое весьма важное технологически очищающее действие, которое состоит в том, что с поверхности основного металла в зоне сварки удаляются окислы и загрязнения. Это позволяет сваривать без применения флюсов алюминий, магний и их сплавы, что является большим техническим преимуществом для самолетостроения и других отраслей промышленности, где применяется сварка легких металлов. Сущность очищающего действия дуги, по-видимому, заключается в том, что при обратной полярности вольфрамовый электрод бомбардируется электронами, а основной металл — тяжелыми положительными ионами аргона. Бомбардировка ионами производит механическое действие, подобное опескоструи-ванию, разрушает и сбивает пленку окислов и очищает поверхность металла. Этот процесс часто называется катодным распылением. Трудность поддержания дуги обратной полярности и сильный разогрев вольфрамового электрода иногда делают целесообразным применение переменного тока для питания дуги при сварке алюминиевых и магниевых сплавов. Вследствие асимметрии электродов дуга обладает сильным выпрямляющим действием. Электропроводность дуги выше в полупериоде, когда на вольфрамовом электроде минус, и значительно меньше, когда на электроде плюс (рис. 1). При питании дуги переменным током до известной степени совмещаются преимущества дуги постоянного тока прямой и обратной полярности, нагревание вольфрамового электрода не слишком сильно и расходуется он медленно, а основной металл хорошо проплавляется; в то же время очищающее действие дуги вполне достаточно для сварки алюминиевых и магниевых сплавов без флюсов. Для металлов, окисляющихся не очень сильно, таких, как углеродистые и легированные стали, включая нержавеющие, твердые сплавы, медь и медные сплавы, никель и никелевые сплавы, титан, молибден и т. п., целесообразна сварка дугой постоянного тока прямой полярности. Для питания дуги вполне пригодны обычные агрегаты постоянного тока и выпрямители для дуговой сварки. В некоторых случаях желательны дополнительно осцилляторы, облегчающие зажигание и устойчивое горение дуги. Для алюминия, магния и их сплавов и некоторых других интенсивно окисляющихся сплавов целесообразно применение переменного тока от специальных трансформаторов с повышенным сварочным напряжением и обязательным применением осцилляторов. Вольфрамовые электроды применяются обычно диаметром 1—4 мм. Существенное значение для сварки имеет держатель электрода или горелка (рис. 2). Горелка служит для удержания электрода, подведения сварочного тока, иногда и охлаждающей воды. Размеры горелок и конструкция определяются в первую очередь силой сварочного тока. На прямой полярности и токах не свыше 200 а горелка не требует водяного охлаждения. Токи более 500—600 а обычно не применяются ввиду усиливающегося разбрызгивания металла и выдувания дугой металла из сварочной ванны.
Рис. 1. Асимметрия дуги переменного тока в аргоне
Особенно выгодна и производительна сварка вольфрамовым электродом без присадочного металла, когда шов образуется за счет сплавления кромок основного металла или присадочный материал заранее закладывают в разделку шва. Сварка вольфрамовым электродом удобна для автоматизации. Если требуется присадочный металл, то автоматы и полуавтоматы снабжают механизмом для подачи присадочной проволоки. Присадочная проволока по размерам и скорости подачи сходна с плавящейся электродной проволокой. Сварка вольфрамовым электродом применима для очень широкого диапазона толщин металла (0,1—60 мм), сварку металла больших толщин выполняют в несколько слоев током 1—600 а.
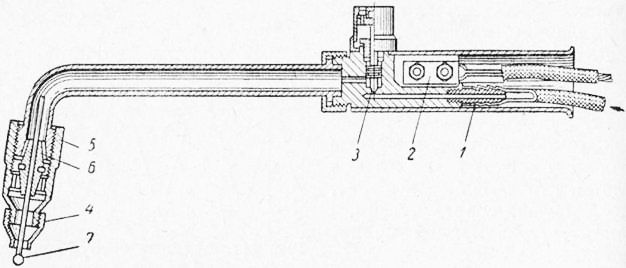
Рис. 2. Держатель электродов (горелка) для аргоно-дуговеп сварки:
1 — газоподводящий ниппель; 2 — подвод тока; 3 — регулировочный газовый вентиль; 4 — насадка для газа; 5 — мундштук; 6 — цанга для электрода; 7 — вольфрамовый электрод
Расход аргона 0,5—1,5 м3/ч. Скорость сварки меньше, чем при плавящемся электроде, но во многих случаях вполне удовлетворительна. Поверхность сварных швов получается гладкой, металлически чистой; разогреваемый объем основного металла и его деформации минимальны. Практически составы присадочного и наплавленного металла одинаковы; сохраняется без изменения содержание даже наиболее легко окисляющихся элементов. Потери присадочного металла на угар и разбрызгивание обычно не превышают 2—3%- При сварке низкоуглеродистой стали, в особенности плохо раскисленной, необходимо применять легированную проволоку, например Св-ЮГС, для подавления кипения расплавленного металла и устранения пор в наплавке. Сварка в аргоне вольфрамовым электродом в основном применяется для металлов небольших толщин до 5—6 мм. Металлы больших толщин также можно сваривать, но с увеличением толщины быстро снижается производительность сварки и более удобными и рентабельными часто становятся другие методы, в первую очередь сварка плавящимся электродом в инертных газах. Способ сварки в аргоне вольфрамовым электродом применим во всех пространственных положениях, дает наплавленный металл высокого качества. Существенным преимуществом является видимость места сварки. Сварка вольфрамовым электродом может производиться не только в чистом аргоне, но и в смеси аргона с различными газами (до 5% кислорода или до 20% водорода); для некоторых металлов очень хорошие результаты дает сварка в чистом водороде, в особенности для металлов малых толщин. При сварке неплавким электродом полезно используется главным образом тепло, освобождающееся на поверхности основного металла. Тепло же, освобождающееся в катодном пятне на вольфрамовом электроде, расходуется в значительной степени на бесполезный нагрев этого электрода и излучение; полный тепловой к. п. д. сварочной дуги с неплавящимся электродом значительно ниже, чем с плавящимся, и составляет в среднем 50—60% (против 80—85%). Реклама:Читать далее:Импульсно-дуговая сваркаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|