|
|
Категория:
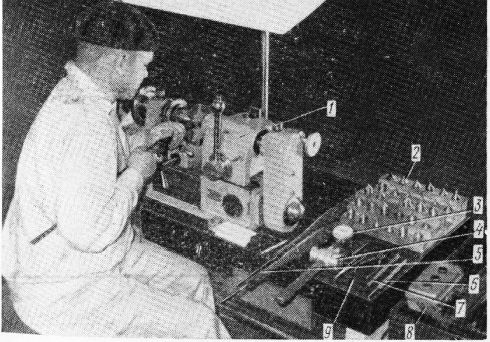
Обработка алмазов Рабочее место обточника. Рабочим местом называется часть производственной площади цеха, закрепленная за данным рабочим и оснащенная оборудованием, приспособлениями, инструментами и материалами, необходимыми для выполнения определенного производственного задания. Правильная организация рабочего места обточника сокращает затраты вспомогательного времен ни на подготовительные операции, повышает производительность труда и качество работы. Рассмотрим технологический процесс обточки по отдельным операциям.
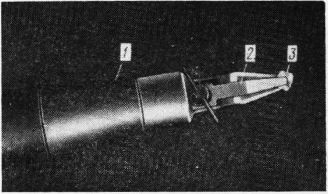
Рис. 1. Организация рабочего места обточника: Порядок обточки. Весь технологический процесс обработки поверхности рундиста алмаза (обточка) разделяется на несколько самостоятельных операций: просмотр алмазов перед обточкой; крепление кристалла алмаза; центрирование алмаза; крепление алмаза-резца; обработка поверхности рундиста (обточка и доводка); контроль параметров обточенного алмаза.
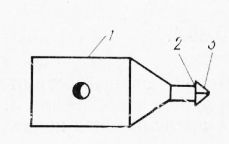
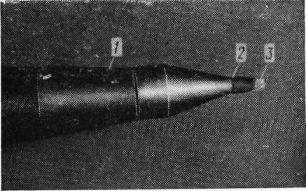
Рис. 2. Клеевой метод крепления алмаза:
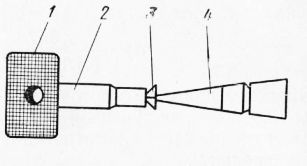
Рис. 3. Механический метод крепления алмаза: Просмотр алмазов перед обточкой. Прежде чем приступить к обработке алмаза, обточник должен внимательно просмотреть его и ознакомиться с его геометрической формой, дефектами и т. д. При просмотре следует: Просмотру алмазного сырья (особенно крупных алмазов) должно быть уделено достаточное внимание. Эта операция часто недооценивается молодыми рабочими, что приводит к нарушению технологии обработки, перерасходу алмазного сырья и к расколам кристаллов. Крепление обрабатываемого кристалла алмаза. Обрабатываемый кристалл алмаза закрепляют при обточке рундиста двумя методами: При клеевом методе крепления применяют специальные оправки с плоской посадочной площадкой, размер которой подбирают в соответствии с размером и формой обрабатываемого алмаза. Наклеивают алмаз специальным клеем, состоящим из эпоксидной смолы марки Э-33, дициандиамида и молотого стекла. Дициандиамид выполняет роль отвердителя, а молотое стекло является наполнителем. Эпоксидная смола придает массе клеящие свойства. Применяется клей в виде брусков. До наклеивания посадочную площадку оправки и поверхность алмаза в месте приклеивания очищают от грязи и обезжиривают растворителем. Перед наклеиванием оправку нагревают в электропечи или на электроплитке (примерно до 100 °С) и, прикасаясь бруском клея к нагретой поверхности оправки, наносят клей на посадочную площадку. На слой клея помещают алмаз, который прижимают к поверхности оправки специальным зажимом или пинцетом. Клей затвердевает при температуре 180—200 °С в течение 25—30 мин. Оправку с приклеенным алмазом снимают с электроплитки и помещают в специальную ванночку с водой для охлаждения. После обработки алмаз отделяют от оправки, нагревая ее до температуры 300 °С. К преимуществам клеевого метода крепления относятся: Недостатками клеевого метода являются: При механическом методе крепления к обрабатываемому алмазу подбирают оправку с гнездом соответствующего размера для шипа. Оправку закрепляют на шпинделе передней бабки станка и в гнездо оправки ровно, без перекоса, вставляют алмаз. Затем алмаз придерживают левой рукой, а задняя бабка подводится к передней и прижимом закрепляет алмаз в оправке. При этом величина прижимного усилия должна обеспечить достаточную степень крепления алмаза и сохранность его от раскалывания. Применение для обточки алмазов станка с задней бабкой и механический метод их крепления позволяют повысить производительность труда в связи с сокращением времени на крепление алмаза и исключить операцию наклеивания из технологического Цикла обточки. Однако обточные станки с задней бабкой имеют и некоторые недостатки:
Рис. 4. Последовательность центрирования алмаза: Поэтому, как правило, с механическим креплением обрабатывают заготовки массой до 1,00 кар, не имеющие дефектов, которые могут привести к раскалыванию алмаза под действием осевых усилий при его креплении. Клеевым способом крепления обрабатывают обычно алмазы, масса которых более 1 кар, и которые имеют трещины, сколы, вы-колы, включения и другие дефекты. Сюда относятся алмазы для получения заготовок под бриллианты фантазийных форм, а также алмазы с отрицательными или со сколотыми вершинами. Центрирование обрабатываемого алмаза при обточке. Под центрированием кристалла алмаза понимается совмещение оси вращения заготовки максимального диаметра, которая может быть получена из данного кристалла, с осью вращения шпинделя станка. Основной задачей данной операции является установка закрепленного алмаза таким образом, чтобы в процессе обточки получить наибольшие параметры заготовок и вывести дефекты с минимальными потерями сырья. Центрирование осуществляется при помощи «плавающего патрона». Следует отметить, что добиться точного совмещения осей вращения полуфабриката и шпинделя станка с первого раза очень трудно, поэтому в процессе обточки проводится дополнительное центрирование. Для этого к поверхности пояска вращающейся заготовки подносят острие карандаша. Характер оставленной карандашом черты позволяет судить о том, в каких местах резец касается поверхности заготовки. Если обработка с той или иной стороны нежелательна, поворотом маховика переводят эту сторону в верхнее положение и легким ударом молотка по плавающей планшайбе смещают ее относительно центра вращения в противоположную сторону. Дополнительное центрирование в процессе обточки может проводиться несколько раз. Центрирование является весьма ответственной операцией и требует от обточника большого опыта и мастерства. От тщательности и точности ее выполнения во многом зависит конечный результат работы обточника. Крепление обрабатывающего элмаза-резца. В настоящее время на большинстве станков обточку выполняют вручную алмазом-резцом, закрепленным на конце деревянной державки в специальном резцедержателе. В качестве резцов обычно применяют полуфабрикаты алмаза после распиливания, алмазный борт, карбонадо. Распиленные полуфабрикаты, использованные в качестве резцов, могут быть обработаны на обточном станке другим резцом. Вследствие этого у распиленного алмаза стачивают только острые вершины, причем предельно допустимая величина износа вершин будет зависеть от величины имеющегося припуска, который определяется формой вписанного в кристалл будущего бриллианта. По мере износа одной вершины изменяют положение кристалла и вводят в контакт с вращающейся заготовкой новую вершину. Применение алмазов сорта «борт» в качестве резцов связано прежде всего с его высокой износостойкостью и низкой стоимостью. Преимущества обточки бортом заключается также и в том, что не нужно часто изменять положение алмаза-резца относительно обрабатываемой поверхности, так как в отличие от распиленных алмазов борт можно использовать до его полного истирания. Износостойкость карбонадо по сравнению с бортом в несколько раз ниже. Резец может быть закреплен в оправке как механическим, так и клеевым способом. При механическом креплении алмаз-резец вставляют в оправку и поджимают губкой резцедержателя. При этом кристалл разворачивают таким образом, чтобы одна из его вершин была впереди. При клеевом креплении резец приклеивают к оправке, закрепленной на конце Державки. Такой метод крепления позволяет подводить резец любой рабочей поверхности обтачиваемого кристалла.
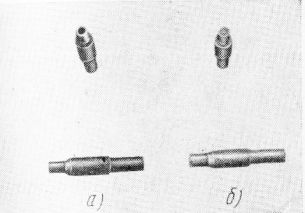
Рис. 5. Механический способ крепления алмаза-резца: Полуфабрикаты, имеющие трещины, нужно обрабатывать на клею, без предварительного использования их в качестве резцов. Обработка поверхности рундиста. Весь процесс обработки поверхности рундиста можно разбить на три этапа: стачивание (сбивание) вершин углов заготовки, обточка и доводка. Когда обрабатывается кристалл, использовавшийся ранее в качестве резца, первый этап частично или полностью исключается. Стачивание (сбивание) вершин заготовки. Цель первого этапа обработки — подготовка алмаза к основному процессу обточки и предварительное придание заготовке формы в плане. Обработку начинают с того, что резец острожно вводят в соприкосновение с вращающимся алмазом. Одновременно резцу сообщается медленное возвратно-поступательное перемещение вдоль обрабатываемой поверхности. При использовании в качестве резца полуфабрикатов после распиливания большое значение имеет положение резца по отношению к обтачиваемому алмазу. Чтобы избежать скалывания, державку с закрепленным алмазом-резцом устанавливают таким образом, чтобы плоскость распиливания его была наклонена примерно под углом 30—45° к базовой плоскости оправки. Стачивание вершин выполняется на второй рабочей скорости при минимальной подаче резца. Обточка. Цель этого этапа — получение заготовки требуемой формы с определенной высотой ее пояска. Скорость вращения шпинделя при обточке доводится до максимальных оборотов. По мере приближения очертаний заготовки к заданной форме усилие на резец может быть несколько увеличено. Однако не следует допускать обработки с большой глубиной съема, при которой может произойти раскалывание кристалла или получение заготовок с пористым рундистом. Поверхность пояска таких заготовок обычно грубозернистая, шероховатая. При этом в направлении от поверхности рундиста в глубь обточенного пояска часто наблюдаются мелкие радиальные трещины. Между чистотой поверхности и глубиной трещин существует определенная функциональная зависимость: более грубой поверхности соответствуют более глубокие трещины. Часто мелкие радиальные трещины располагаются участками или на всем протяжении рундиста. В некоторых случаях полуфабрикаты с пористым пояском при обработке дают бриллианты со сколами по рундисту.
Рис. 6. Клеевой способ крепления алмаза-резца: Чтобы получить более высокое качество поверхности рундиста, резец подводят к обрабатываемому алмазу таким образом, чтобы 0н располагался ниже его оси и производил съем по направлению вращения алмаза. Высоту пояска заготовки во время обточки определяют визуально или специальным приспособлением. При визуальном определении высоты пояска обточник как бы мысленно вписывает в обточенный алмаз контуры будущего бриллианта, определяя при этом возможность размещения верха бриллианта в пределах пояска (при условии наклона основных граней верха под углом 30—34° к плоскости рундиста бриллианта). Доводка. Цель доводки — получение заданной формы заготовки в плане. Процесс доводки обточенных алмазов, как правило, проходит при максимальной скорости вращения шпинделя. При этом острому краю резца придается жесткое фиксированное положение, чтобы он срезал все неровности алмаза, а не повторял его очертания. Съем алмаза при доводке минимальный: резец как бы снимает только заусенцы с поверхности заготовки. Опыт работы передовых обточников. Передовые обточники достигают наивысшей производительности и высокого качества готовой продукции благодаря правильной организации своего рабочего места, тщательному выполнению технологии обточки, использованию рациональных приемов обработки. В зависимости от массы обтачиваемых полуфабрикатов подбирают прижимные оправки и оправки для обточки. Оправка для обточки должна устанавливаться в цангу плавающего патрона до упора. При закреплении распиленных полуфабрикатов в резцедержатель с целью предотвращения скалывания по плоскостям спайности придерживаются следующего правила: полуфабрикат при наличии на нем естественных граней или столбиков на площадке закрепляют таким образом, чтобы угол с естественной гранью или столбиком был впереди.
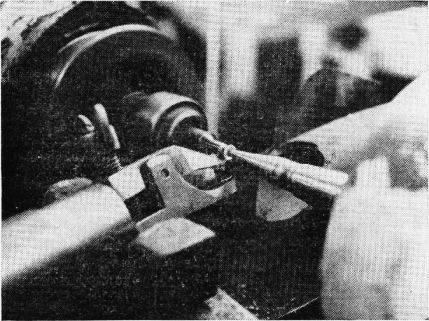
Рис. 7. Положение резца по отношению к обтачиваемому алмазу при доводке Полуфабрикат начинают обрабатывать на малой скорости острым резцом, приводят его в соприкосновение с полуфабрикатом выше его оси в пределах сектора 0—20°. При этом периодически подмазывают площадки полуфабриката солидолом. Закрепленный в прижиме станка полуфабрикат центрируют при помощи карандаша, который устанавливают на Т-образной опоре и подводят его острие в соприкосновение с вращающимся полуфабрикатом. При оставлении следа карандаша на одной из сторон полуфабриката необходимо сместить эту сторону легким ударом молотка по плавающему патрону в противоположную сторону. Этот процесс повторяется до тех пор, пока карандаш не будет оставлять след по всему периметру полуфабриката. Основной съем массы обрабатываемого полуфабриката производят при положении резца ниже его оси в пределах сектора 0—30°, чередуя наклон плоскости площадки полуфабриката, установленного в качестве резца, вправо и влево, под углом примерно 30—45° относительно оси шлифовальных головок.
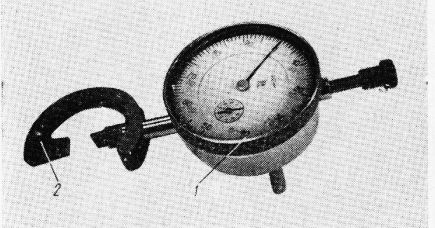
Рис. 8. Приспособление для контроля диаметра полуфабрикатов в процессе обточки: Окончательная доводка полуфабриката производится острым резцом. Резец подводится к полуфабрикату ниже его оси в пределах сектора 30—60°. Контроль диаметра полуфабриката в процессе обточки производится непосредственно в станке при помощи специального приспособления, изображенного на рис. 8. Реклама:Читать далее:Технология обточки полуфабрикатов различной формыСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|