|
|
Категория:
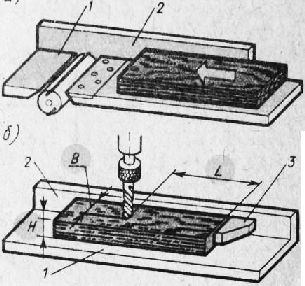
Деревообрабатывающие станки Далее: Столы и направляющие линейки Для обеспечения качественной обработки необходимо выполнить ориентирование, базирование и закрепление заготовки в требуемом положении относительно рабочих органов станка. Ориентирование заготовки всегда предшествует обработке и осуществляется вручную или специальным ориентирующим устройством: винтовыми роликами, диском, отклоняющим щитком. Базирование детали — процесс сохранения ориентированного положения детали в станке на период ее обработки. Базирование является ответственным этапом механической обработки, так как качество его выполнения определяет точность обработанной детали. Задача правильной взаимной ориентировки детали и рабочих инструментов в станке решается назначением технологических баз. Технологической базой называется совокупность базирующих поверхностей, используемых для придания заготовке в станке заданного положения относительно режущего инструмента. Закрепление заготовки — придание заготовке надежного и устойчивого положения в процессе обработки. Закрепление заготовки осуществляется зажимными и прижимными устройствами. Заготовки, обрабатываемые на деревообрабатывающих станках, обычно имеют правильную призматическую форму в филе брусков, досок или щитов. Получаемые на станке детали бывают прямолинейные с профильным поперечным сечением, в виде тела вращения или сложной пространственной формы. Базирующими поверхностями призматической заготовки являются ее пласть, кромка и торец, которые соответственно называются главная, направляющая и упорная поверхности. При базировании эти поверхности соприкасаются с опорными элементами станка. В зависимости от вида контакта заготовки с элементами различают подвижное и неподвижное базирование. При подвижном базировании обрабатываемая заготовка находится с опорным элементом в состоянии подвижного контакта, т.е. происходит постоянная смена ее опорных точек (рис. 1, а). При неподвижном базировании заготовка в процессе обработки неподвижна относительно опорных элементов станка (рис. 1,б). В этом случае обычно используют главную, направляющую и упорную установочную поверхности упора. Эти поверхности определяют координаты L, В и глубину Н высверливаемого отверстия.
Рис. 1. Базирование детали:
а — подвижное, б — неподвижное; 1 — главная поверхность, 2 — направляющая поверхность, 3 — упор
Реклама:Читать далее:Столы и направляющие линейкиСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|