|
|
Категория:
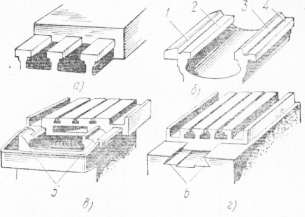
Ремонт промышленного оборудования Базовая деталь — это основная часть машины, на которой монтируют все механизмы и сборочные единицы. К базовым деталям относят станины станков, прессов, молотов, рамы различных машин и др. К корпусным деталям относят коробки, имеющие какое-либо одно целевое назначение. Например, корпус коробки скоростей токарного станка соединяет группу валиков, зубчатых колес, шпиндель, рычаги, валики, опоры и другие детали, предназначенные для фиксации положения обрабатываемой заготовки относительно направляющих станины, вращения ее с разными частотами и передачи крутящих моментов различной величины. Другим примером является корпус коробки подачи, который соединяет группу валиков, их опоры, зубчатые колеса и другие детали, совместно сообщающие суппортам станка различные подачи. Станины являются основной базовой частью станка, на которой смонтированы все его механизмы и сборочные единицы. Относительно станины ориентируются и перемещаются подвижные механизмы станка и обрабатываемые на нем детали. Ошибка в относительном положении поверхностей станины, определяющих положение присоединяемых к ней деталей, появляющаяся в результате некачественной обработки, износа, деформации, неправильного монтажа или установки, является причиной потери станком производительности и точности обработки. В металлорежущих станках применяются направляющие скольжения и качения (в зависимости от конструкции и назначения станков). Направляющие скольжения могут быть выполнены заодно с базовой деталью, или накладные, изготовленные из стали (каленые), специальных пластиковых синтетических материалов, антифрикционных металлов. На рис. 85 показаны наиболее часто встречающиеся формы направляющих скольжения. Чаще всего это направляющие плоские, т. е. прямоугольного профиля, призматические или треугольного профиля, V-образные, а также типа «ласточкин хвост». Станины металлорежущих станков, молотов и паровых машин обычно имеют плоские призматические или V-образные направляющие. Направляющие с двумя призматическими поверхностями и и двумя плоскими поверхностями и показаны на рис. 1, б. По внутренним направляющим и станины токарного станка перемещается задняя бабка, а по внешним и — каретка суппорта. Направляющие могут быть охватывающими и охватываемыми. Все большее распространение получают гидростатические и аэростатические направляющие, а также направляющие качения. Гидростатические направляющие используют для станков с повышенной точностью и станков с ЧПУ. Они отличаются от рассмотренных направляющих скольжения тем, что на сопрягаемых поверхностях стола и др. сделаны несущие карманы, в которые нагнетается масло при точном установленном давлении. В результате часть нагрузки (стола) уравновешивается гидроразгрузкой при сохранении непосредственного контакта поверхностей направляющих. Их применение позволяет увеличить точность, грузоподъемность, быстроходность и снизить мощность холостого хода.
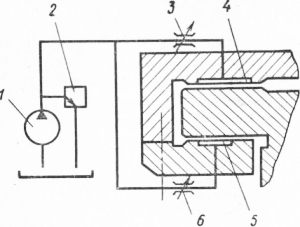
Рис. 1. Конструкции направляющих скольжения станин станков (профили): Гидростатические направляющие выполняют замкнутыми и незамкнутыми. Принцип действия замкнутых направляющих показан на рис. 86. Насосом масло нагнетается через дроссели и в камеры и с постоянным давлением, определяемым настройкой переливного клапана 2. Точность движения (например, стола) достигается поддержанием постоянства толщины масляного слоя каждым дросселем и выполнением направляющих с высокой геометрической точностью. Аэростатические направляющие аналогично гидростатическим отличаются тем, что в несущие карманы нагнетается сжатый воздух при точно установленном давлении. Направляющие качения представляют собой сочетание роликовых или шариковых опор в сопряжении с термически обработанными стальными накладными направляющими (планками) из цементируемой стали, закаленной до твердости HRC58—60. Опоры качения представляют собой сепараторы с роликами или шариками и роликовые опоры в виде танкеток. Они обеспечивают равномерное перемещение при медленных и высоких скоростях и весьма малом коэффициенте трения покоя, снижают мощность двигателей приводов подач, обеспечивают повышенную жесткость, точность и долговечность. Направляющие являются очень ответственными и вместе с тем наиболее изнашивающимися поверхностями станины. Направляющие обрабатывают особенно точно, так как от их состояния зависит качество работ, выполняемых на станке. Они выдерживают значительные нагрузки и большие скорости перемещения по ним тех или иных механизмов, поэтому должны быть хорошо защищены от стружки и хорошо смазаны. Направляющие должны быть строго прямолинейны и параллельны между собой, их плоскость должна отвечать техническим условиям, они не должны иметь спиральной извернутости. Направляющие ремонтируют различными способами, зависящими от характера и величины износа их поверхностей и от того, насколько предприятие оснащено специальным ремонтным оборудованием и приспособлениями.
Рис. 2. Схема закрытых гидростатических направляющих Широко применяемыми способами ремонта направляющих станины являются шабрение, шлифование и строгание. Ремонт направляющих шабрением даже при незначительном износе (до 0,05 мм) отличается большой трудоемкостью и стоит дорого, поэтому этот процесс следует механизировать. Ремонт направляющих шлифованием обеспечивает высокую точность и малую шероховатость (высокую чистоту) поверхностей, этот способ незаменим при ремонте закаленных направляющих станин. Производительность труда при шлифовании в несколько раз выше по сравнению с шабрением. Однако при ремонте незакаленных направляющих станков предпочтительно финишное строгание. При этом достигается высокая производительность, точность и шероховатость поверхностей 6-го класса. В ремонтно-механических цехах механическую обработку направляющих в основном производят на продольно-строгальных станках, оснащенных специальными шлифовальными и фрезерными приспособлениями. Применяют и специализированные фрезерные и шлифовальные станки, т.е. станки, специально приспособленные для обработки направляющих. Реклама:Читать далее:Ремонт направляющих станин токарных станковСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|