|
|
Категория:
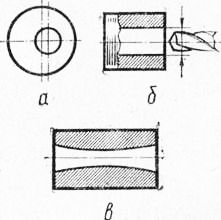
Сверлени на токарном станке Далее: Резьбовые соединения При сверлении отверстий возможны следующие виды брака: 1. Ось отверстия не совпадает с осью детали. Брак неисправим. Основная причина — увод, смещение сверла. Так случается, если торцы заготовки расположены не под прямым углом к ее оси, а также при работе длинными и неправильно заточенными сверлами. 2. Диаметр просверленного отверстия больше диаметра сверла. Брак неисправим. Это бывает в том случае, когда режущие кромки сверла неодинаковой длины. 3. По краям отверстие большего диаметра, чем посередине. Причина брака —сверло установлено выше или ниже центра или смещен корпус задней бабки. Избежать брака при сверлении можно, если работать хорошо заточенным сверлом, тщательно размечать заготовки и правильно устанавливать инструменты, не отвлекаться во время работы. От качества центрового отверстия зависит правильная установка обрабатываемой в центрах заготовки. На рис. 213 показаны типичные случаи брака при сверлении центровых отверстий. 1. Центровое отверстие без цилиндрической части. В этом случае из него выдавливается смазка, что приводит к быстрому нагреву и сильному износу стенок конического отверстия и центра. 2. Центровые отверстия с углами конуса больше и меньше 60°. В таких отверстиях центр будет касаться заготовки по узкой полоске, что может вызвать биение заготовки, нагрев отверстия.
Рис. 1. Брак при сверлении
Рис. 2. Брак при центровании отверстий
3. Центровое отверстие смещено относительно оси заготовки (рис. 2,г). Это вызывает биение заготовки, неточность обработки наружной поверхности. 4. Центровое отверстие засверлено под углом к оси заготовки (рис. 2, д). В таком отверстии центр будет касаться заготовки только частью своей поверхности и в результате быстро сработается; кроме того, это вызывает сильное биение заготовки. Реклама:Читать далее:Резьбовые соединенияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|

|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|