|
|
Категория:
Фрезерные работы При фрезеровании стружечных канавок цилиндрических и концевых фрез, а также разверток с неравномерным шагом приходится делить окружность на неравные части. Для этой цели выбирают подходящее число отверстий по окружности делительного диска и заранее составляют расчетную таблицу. Так, например, требуется профрезеровать канавки концевой фрезы с неравномерным шагом и соответствующими центральными углами в 85, 90 и 95°. Как указывалось выше, для поворота заготовки на один оборот, т. е. на 360°, рукоятку делительной головки с характеристикой 40 необходимо повернуть на 40 оборотов. Следовательно, для с центральным углом 85° рукоятку делительной головки поворачивают на 9 полных оборотов и дополнительно на 12 промежутков (шагов) по окружности делительного диска с 27 отверстиями. Для фрезерования третьей канавки под углом 90° рукоятку поворачивают на 10 полных оборотов и т. д.
Рис. 1. К определению частоты вращения рукоятки делительной головки по шагу между осями канавок
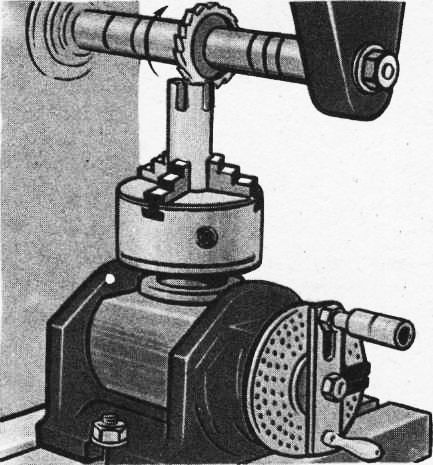
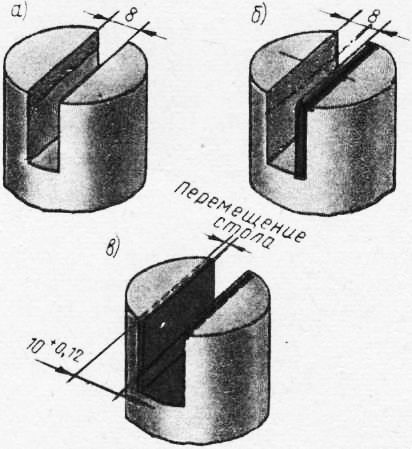
Рис. 2. Фрезерование пазов на торце вала
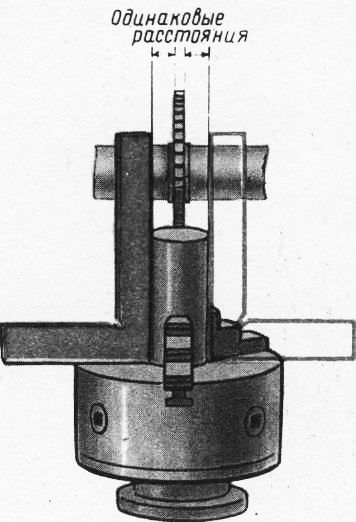
Рис. 3. Установка фрезы по центру валика
Рис. 4. Последовательность фрезерования паза
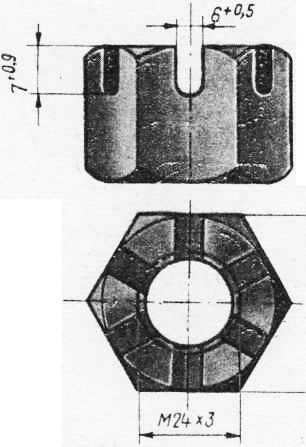
Рис. 5. Корончатая гайка
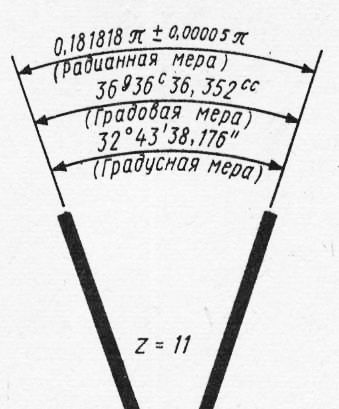
Рис. 6. Угломерно-делительные системы
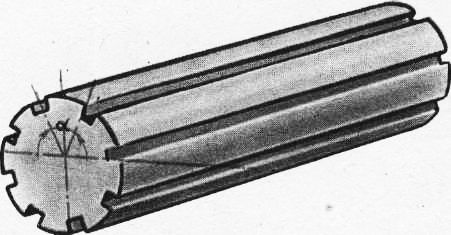
Для обеспечения большей точности деления дуги или окружности Ф. Г. Котельниковым разработаны двусторонние таблицы равномерного деления окружности. В настоящее время известны три угломерно-делительные системы: На рис. 6 показаны значения номиналов исходных углов для z = 11 в трех угломерно-делительных системах. В таблицах Ф. Г. Котельникова даны значения величин углов при делении окружности на части от 6 до 400 включительно. При этом для каждого числа деления окружности приведены величины углов по часовой стрелке — нарастающим итогом для углов от 0 до 180° и против часовой стрелки — убывающим итогом от 360 до 180°. Двусторонние таблицы равномерного деления окружности значительно облегчают операции равномерного деления, а также исключают пересчеты и ошибки в процессе деления. — Понятие о делении на неравные части До сих пор во всех примерах обработки мы рассматривали деление заготовки по окружности на равные части. Но при фрезеровании встречаются случаи, когда приходится заготовку по окружности делить на неравные части. К таким работам относится фрезерование зубьев у развертки с неравным шагом. Концевые фрезы по ГОСТ 8237—57 также имеют неравный окружной шаг зубьев. На рис. 1 показана восьмизубая развертка с неравным шагом. Как видно из чертежа, противоположные центральные углы развертки равны. Чтобы разделить заготовку по окружности на неравные части, обычно пользуются расчетными таблицами. Фрезеровании острых равносторонних зубьев Способ пользования таблицей очень прост. Для нарезания восьмизубой развертки по рис. 256 первая канавка фрезеруется произвольно. Затем рукоятку повертывают на четыре целых оборота и еще на 32 отверстия «по кругу 49» делительного диска и фрезеруют вторую канавку. Далее рукоятку повертывают на 4 целых оборота и 44 отверстия по тому же «кругу 49» и фрезеруют третью канавку.
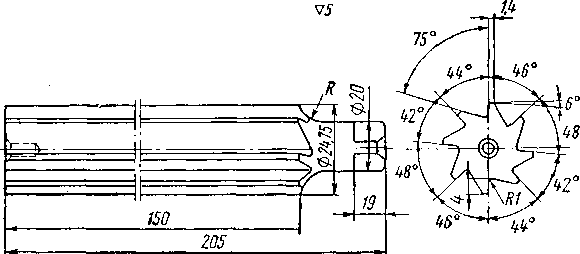
Рис. 1. Чертеж развертки с неравным шагом на пять
Фрезерование зубьев у развертки с неравным шагом Пусть требуется фрезеровать восьмизубую развертку с неравным шагом. Фрезерование канавок в развертке может быть произведено по известным ранее приемам установки. заготовки в центрах головки, закрепления фрезы. При фрезеровании разверток с неравным шагом у зубьев могут получиться ленточки разной ширины, так как условия резания для различных зубьев получаются разные. Во избежание этого недостатка приходится фрезеровать канавки различной глубины, т. е. когда центральный угол больше, фрезеровать глубже, а когда угол меньше, фрезеровать мельче. Необходимую глубину фрезерования в каждом отдельном случае приходится находить методом пробных проходов. Реклама:Читать далее:Общие сведения о винтовой линииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|