|
|
Категория:
Фрезерные работы Далее: Силы при фрезеровании Точение. Рассмотрим сначала толщину и ширину среза при точении, а затем толщину и ширину среза при фрезеровании. Толщина среза а и ширина среза b при точении представляют собой не толщину и ширину уже срезанной стружки, а номинальные размеры до ее образования. Срезанная стружка после ее отделения (деформирования) будет по толщине больше толщины среза (поперечная усадка). Толщина среза а — расстояние между двумя последовательными положениями главной режущей кромки резца (за один оборот заготовки). Ширина среза Ъ — длина контакта режущих кромок инструмента с обрабатываемой заготовкой.
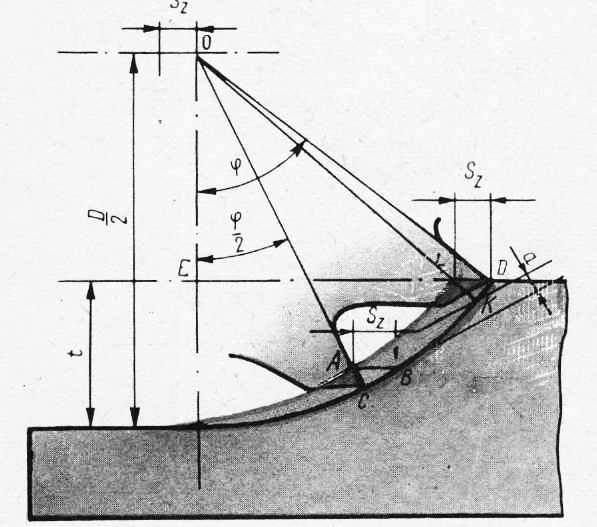
Рис. 1. Элементы срезаемого слоя при фрезеровании цилиндрической прямозубой фрезой
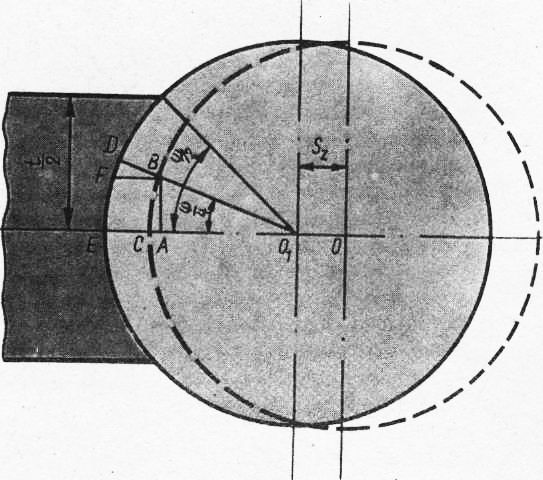
Рис. 2. Элементы срезаемого слоя при торцовом фрезеровании
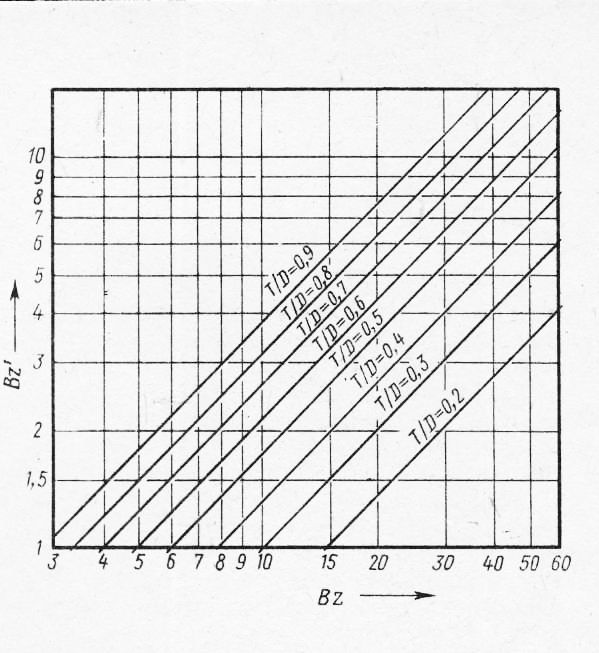
Рис. 3. Зависимость ширины среза
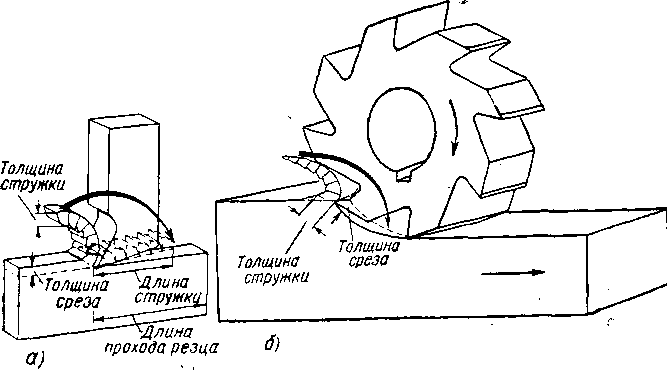
— Форма стружки при фрезеровании цилиндрической фрезой При фрезеровании цилиндрической фрезой зуб фрезы снимает слой металла в виде завитка, сечение которого по форме напоминает запятую. Срезаемый слой материала, ограниченный двумя дугами радиуса, равного половине диаметра фрезы, имеет переменную толщину.
Рис. 1. Фрезерование цилиндрической фрезой:
а — против подачи, б — по подаче, в — сечение срезаемого слоя
При фрезеровании против подачи срезаемый слой имеет наименьшую толщину в точке А при входе зуба в материал и наибольшую толщину в точке Б при выходе зуба фрезы. При фрезеровании по подаче срезаемый слой имеет наибольшую толщину при входе зуба (точка Б) и наименьшую при выходе зуба (точка А). Срезаемый при фрезеровании слой металла, превращаясь в стружку, деформируется, т. е. размеры стружки не равны размерам снятого слоя: стружка получает усадку по длине и увеличивается по толщине. На рис. 2, а показана усадка стружки при строгании: длина стружки меньше длины прохода резца, а толщина стружки больше толщины срезаемого слоя, или среза. На рис. 322, б показана усадка стружки при фрезеровании, — толщина стружки больше толщины среза. Центральный угол, образованный радиусами, проведенными из центра фрезы к точкам входа и выхода ее зуба, называют углом контакта ф.
Рис. 2. Усадка стружки:
а — при строганцн, б — при фрезерования
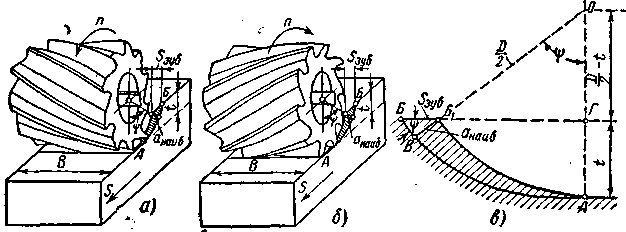
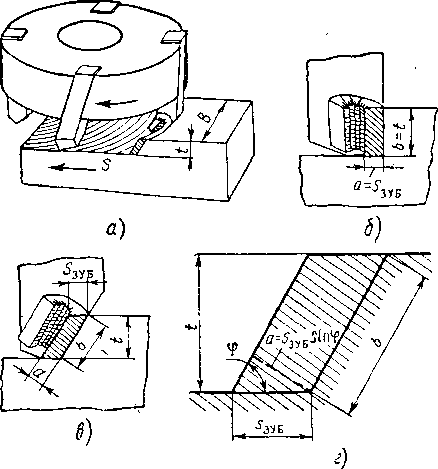
Для наших расчетов можно пренебречь величиной усадки стружки и считать, что толщина стружки при фрезеровании равна толщине снимаемого слоя. Форма стружки при фрезеровании торцовой фрезой При фрезеровании торцовой фрезой зуб фрезы снимает слой материала почти постоянной толщины при четырехугольной форме сечения стружки, благодаря чему усилие резания колеблется меньше, чем при фрезеровании цилиндрической фрезой, где оно изменяется от нуля до максимума при работе каждого зуба. Из рис. 3 видно, что соотношение сторон сечения срезаемого слоя зависит от угла в плане ф. При одной и той же глубине фрезерования t и одинаковой подаче s зуб толщина срезаемого слоя а тем меньше, чем меньше угол <р вспомогательной (угловой) режущей кромки. На рис. 3, б показан случай, когда угол в плане <р = 90° (прямая режущая кромка), при этом толщина срезаемого слоя а будет максимальной и равна подаче на зуб, т. е. а = s3y6. С уменьшением угла в плане ф (рис. 3, в) возникает угловая режущая кромка, тогда толщина срезаемого слоя уменьшается до. а = Ssv6 sin ф. С уменьшением толщины срезаемого слоя а увеличивается (при одной и той же глубине резания и подаче на зуб) его ширина Ь, т. е. сечение срезаемого слоя приобретает форму вытянутого параллелепипед. При сечении срезаемого слоя по рис. 3, в износ и нагрев зуба фрезы уменьшаются. Но чем шире сечение срезаемого слоя, тем большая требуется жесткость закрепления инструмента и большая жесткость станка. Поэтому для работы с торцовой фрезой, имеющей малый угол в плане <р, требуется более мощный станок и более жесткое крепление заготовки.
Рис. 3. Фрезерование торцовой фрезой
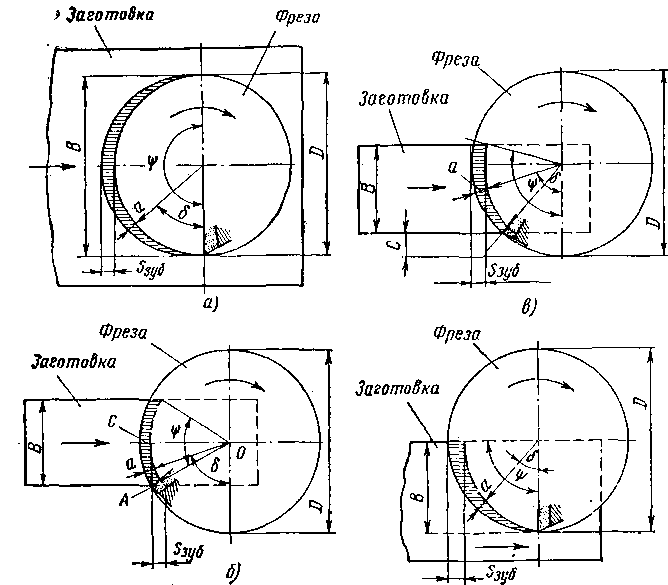
Обычно при глубине фрезерования t меньше 5 мм угол в плане ф у торцовых фрез равен 30—45°; при большей глубине фрезерования его увеличивают до 60°. Если фрезерование производится не на проход, как это имеет место при обработке уступов, условия обработки вынуждают применять фрезы с прямой режущей кромкой, т. е. с углом в плане <р=90°. В главе XXVII при изложении методики выбора режимов резания будут приведены рекомендуемые углы <р при разных условиях обработки. При работе торцовыми фрезами различают: симметричное резание, когда ось фрезы лежит в плоскости симметрии заготовки, и несимметричное резание, когда ось фрезы смещена относительно плоскости симметрии заготовки. На рис. 324 изображены формы срезаемого слоя для случаев симметричного и несимметричного фрезерования торцовой фрезой *. Симметричное фрезерование делится на полное, когда В = D и угол контакта ф = 180°, и неполное, когда B<D; в последнем случае угол контакта ф
Рис. 4. Форма стружки при фрезеровании торцовой фрезой:
а — при полном симметричном фрезеровании, б — при неполном симметричном фрезеровании, в и г — при несимметричном фрезеровании
Среднее поперечное сечение срезаемого слоя при работе нескольких зубьев Формулы (30) — (33) для определения наибольшего и среднего поперечного сечений срезаемого слоя имеют силу в случае работы одного зуба. Так как для плавности работы фрезы необходимо, чтобы в работе одновременно находилось больше одного зуба и для этой цели применяют фрезы с винтовыми или наклонными зубьями, то эти формулы для общего случая фрезерования неприменимы. Рекомендуемый обычно метод определения среднего поперечного сечения снимаемого слоя фрезами с винтовыми зубьями довольно сложен и громоздок, поэтому изложим простой метод Реклама:Читать далее:Силы при фрезерованииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|