|
|
Категория:
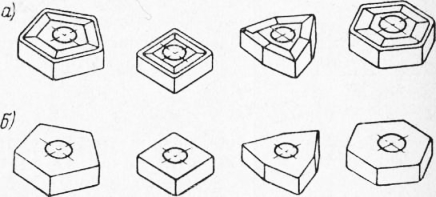
Инструментальные материалы Далее: Применение твердых сплавов Формы и размеры твердосплавных пластинок для режущих инструментов установлены ГОСТом и не зависят от марки сплава. По ГОСТ 2209-69 изготовляют 38 различных форм пластинок из различных марок твердого сплава, составляющих 351 форморазмер, причем 62 форморазмера изготовляют правыми и левыми. Каждой пластинке присвоен номер в виде четырехзначного числа, первые две цифры которого означают номер формы, а последние две — номер пластинки данной формы по размерам. Правые пластинки, а также двусторонние (не подразделяющиеся на правые и левые) обозначаются нечетными номерами, левые — четными. Пластинки толщиной менее 2,5 мм изготовляют без фасок и задних углов. Пластинки в состоянии поставки должны иметь чистые поверхности при осмотре невооруженным глазом; не должно быть вздутий, слоистости и трещин. Не допускаются в изломе пластинки раковины, расслоения и посторонние включения. По нормалям машиностроения МН 3907-62, МН 3908-62, МН 3909-62 и МН 3910-62 изготовляют многогранные пластинки (рис. 1), которые успешно применяются для оснащения проходных, расточных и резьбовых резцов и торцевых фрез. Многогранные пластинки выпускают двух форм: I — со стружколомными канавками (рис. 1 ,а) и II —плоские, без стружколомных канавок (рис. 1,6). Пластинки формы II целесообразно использовать в крупносерийном и массовом производстве при работе на полуавтоматах, автоматах и агрегатных станках. Для обеспечения отвода сливной стружки и получения положительных значений переднего угла необходимо на переднюю 110. верхность плоских пластинок наносить мелкоразмерные лунки доводочным диском. Многогранные пластинки после спекания получают правильную геометрическую форму и шероховатость ра. бочих поверхностей в пределах 6—7-го классов. Поэтому можно ограничиться только доводкой опорных плоскостей и фасок по периметру со стороны передней поверхности пластинки.
Рис. 1. Многогранные неперетачиваемые пластинки
Для оснащения резьбовых резцов разработаны два типоразмера ромбических пластинок, у которых большая диагональ ромба равна 14 и 16 мм. Ромбические пластинки изготовляются из твердого сплава марок Т15К6, Т14К8 и ВК8. Кроме многогранных пластинок разработаны конструкции мелкоразмерного цельнотвердосплавного режущего инструмента. Их следует применять при обработке нержавеющих и жаропрочных сталей, титановых сплавов и других труднообрабатываемых материалов. В настоящее время предприятия по производству твердосплавного инструмента выпускают цельнотвердые сплавные фрезы— угловые, торцевые, дисковые и прорезные диаметром от 20 до 60 мм; фрезы шпоночные и концевые диаметром от 4 до 16 мм и длиной от 25 до 90 мм; машинные развертки с винтовым и прямым зубом диаметром от 6 до 12 мм через каждые 0,2 мм; ручные метчики диаметром от 2,45 до 10,5 мм; спиральные сверла диаметром от 1,8 до 5,2 мм через каждые 0,05 мм; конические и цилиндрические борфрезы диаметром от 8 до 32 мм и другие инструменты. Заготовки цельнотвердосплавных инструментов изготовляют методом прямого прессования с образованием полного профиля инструментов и минимальными припусками (0,1—0,3 мм) на обработку. Реклама:Читать далее:Применение твердых сплавовСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|