|
|
Категория:
Фрезерные работы Фрезерные станки 6Н81, 6Н81Г и 6Н11 относятся к станкам первого размера. Как указывалось ранее, станки этой гаммы имеют рабочую поверхность стола 250X1000 мм, Они изготовляются Дмитровским заводом фрезерных стацков и имеют мощность электродвигателя привода главного движения 4,5 кет, а электродвигателя привода подач 1,7 кет. Большой диапазон чисел оборотов шпинделя позволяет успешно применять их при обработке заготовок как из черных, так и из цветных металлов. Позволяя работать на высоких скоростях, обладая жесткостью, обеспечивающей обработку с требуемой точностью и качеством обработанной поверхности, автоматизированные, с удобным для рабочего обслуживанием, эти станки работают с производительностью, которая в зависимости от характера работы в среднем на 50% больше производительности существующих моделей малых фрезерных станков. Станки первого размера имеют так называемый разделенный привод шпинделя, который характеризуется тем, что коробка скоростей расположена раздельно от шпинделя и связана с ним ременной передачей. Такая конструкция привода шпинделя применяется для быстроходных станков, так как вибрации, возникающие вследствие неравномерной работы зубчатой передачи, поглощаются ременной передачей и не влияют на работу шпинделя. С целью придачи большей жесткости шпинделю и устранения возможности изгиба его под действием натяжения ремня приводной шкив расположен не непосредственно на шпинделе, а на подшипниках, помещенных в стакане, закрепленном в станине станка.
Рис. 1. Конструкция шпинделя станков 6Н81Г и 6Н81
Другая особенность конструкции привода этих станков — применение перебора для перехода от низких к высоким скоростям вращения шпинделя. На валу перебора сидят зубчатые колеса имеющие 64 зуба, имеющие 25 зубьев. Эти зубчатые колеса могут сцепляться при включении перебора с зубчатыми колесами 229 с 30 зубьями и 2зг с 69 зубьями. При включении перебора, вращение от шкива через зубчатое колесо Z29 передается на зубчатое колесо zao, вал перебора и далее через зубчатые колеса zsi и Z32 на шпиндель. Переборные зубчатые колеса перемещаются с помощью вилок, установленных на валике. Валик выполнен в виде рейки, сцепленной с зубчатым колесом 228=20 рукоятки перебора В. Рейка соединена не только с вилками переборных колес, но и с вилкой, передвигающей кулачковую муфту Aii и соединяющей приводной вал непосредственно со шпинделем. Таким образом, поворачивая рукоятку перебора В, можно включить или выключить перебор и этой же рукояткой одновременно с включением перебора включить или выключить муфту Mi. Шпиндель универсального, горизонтального и вертикального станков имеют 16 различных чисел-оборотов. Изменение направления вращения, т. е. реверсирование шпинделя производится изменением направления вращения электродвигателя при помощи переключателя, расположенного с левой стороны станины. Коробка скоростей получает вращение от электродвигателя мощностью 4,5 кет с п = 1440 об/мин; от коробки скоростей движение передается на шпиндель при помощи трех клиновых ремней. Для сокращения времени на остановку шпинделя, что весьма важно при больших скоростях, предусмотрен тормоз. Шкив шпинделя имеет специальную шейку для тормозной ленты. Двуплечий рычаг тормоза под действием пружины затягивает ленту и останавливает шпиндель при выключении двигателя. При пуске ток проходит через обмотку электромагнита, который преодолевает действие пружины, ослабляет натяжение тормозной ленты и освобождает шкив шпинделя.
Рис. 2. Кинематическая схема станков 6Н81Г и 6Н81
Рис. 3. Кинематическая схема вертикально-фрезерного станка 6Н11
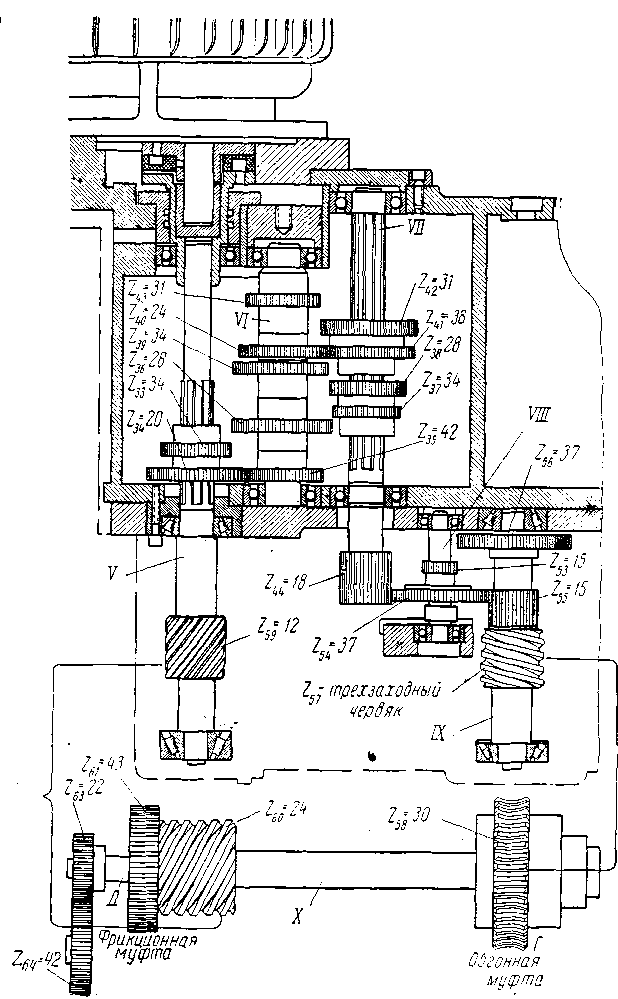
Внутри консоли помещены коробка подач с редуктором, механизм переключения подач и коробка реверса. Коробка подач получает вращение от фланцевого электродвигателя мощностью 1,7 кет с п=1420 об/мин и передает на редуктор 16 чисел оборотов, переключаемых маховичком при двух различных положениях одной рукоятки. Редуктор имеет назначение понизить скорости вращения, сообщенные коробкой подач, и обеспечить возможность включения ускоренной подачи в любой момент на необходимое время. Коробка реверса имеет целью, получив движение от редуктора, передать его ходовым винтам и позволяет менять направление их вращения. Стол универсального, горизонтального и вертикального станков имеет по 16 продольных, поперечных и вертикальных подач. Кроме того, стол имеет ускоренные подачи (быстрый ход) — 2900 мм/мин в продольном, 2300 мм/мин в поперечном и 1150 мм/мин в вертикальном направлениях. Включение электродвигателя шпинделя и электродвигателя подачи производится от раздельных пусковых кнопок «пуск», расположенных спереди станка, с левой стороны консоли. Выключение всего станка производится кнопкой «стоп», расположенной спереди станка в удобном для обслуживания месте. Для облегчения переключения коробки скоростей на левой стороне станины рядом с рукояткой включения перебора имеется кнопка с надписью «толчок». Кратковременным нажатием этой кнопки можно включить двигатель шпинделя. Все механизмы станков выполнены совершенно обособленными, что упрощает и облегчает разборку и сборку их при ремонте. Станки 6Н81Г, 6Н81 и 6Н11 имеют две раздельные кинематические цепи: цепь главного движения (вращения шпинделя) и цепь подач стола во всех направлениях. Цепь главного движения Вал I приводится непосредственно от электродвигателя через упругую муфту. На вал II вращение передается через зубчатую пару 38 : 24 или 24 : 38, на вал 777 — через зубчатые пары 24 : 38; 28 : 34; 31 : 31 или 34 : 28. Далее вращение передается через зубчатую пару 20 : 20 и шкивы клиноременной передачи D = 140 мм и D т= 210 мм на ступицу зубчатого колеса z29=30. От колеса Z29 вращение передается либо непосредственно шпинделю через кулачковую муфту, сообщая ему от 380 до 1800 об/мин, иЛи через перебор из зубчатых колес 30 : 64 и 25 : 69, включаемый рукояткой В и сообщающий шпинделю от 65 до 300 об/мин. Включение восьми скоростей шпинделя производится с помощью маховичка Б, вращение которого передается торцовому кулачку Х через зубчатые и цепную передачи (на схеме не показанные). Цепь подач Вал V приводится во вращение непосредственно от электродвигателя через упругую муфту. На вал VI вращение передается через зубчатые пары 34 : 28 и 20 : 42\ па вал VII — через зубчатые пары 28 : 34\ 34 : 28\ 24 : 38 или 31: 31\ на вал VIII— через зубчатую пару 18 \37\ на вал IX— через зубчатые пары 37:15 или 15: 37. Далее с вала IX движение пе редается трехзаходным червяком Z57 и червячным колесом 258=30 ведущему валу X через обгонную муфту Г.
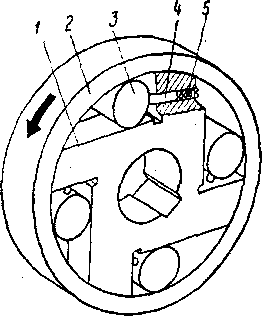
Рис. 4. Схема обгонной муфты
Схема обгонной муфты дана на рис. 4. Наружное кольцо муфты соединено с червячным колесом и вращается вместе с ним. Корпус муфты закреплен шпонкой на валу X. В вырезах корпуса размещены ролики, которые поджимаются штифтами с помощью пружин. При вращении кольца в направлении, показанном стрелкой, ролики заклиниваются между кольцом и корпусом; при этом обе части муфты вращаются как одно целое. Если теперь дать валу X вращение с большей угловой скоростью, чем скорость вращения червячного колеса Z58, кольцо начнет «отставать» от корпуса 1, ролики попарасцепляются. Обгонная муфта удобна в конструкции станков тем, что исключает опасность поломки при одновременном приводе вала по двум различным кинематическим цепям, так как включается и выключается автоматически. Однако обгонная муфта имеет существенный недостаток, так как она может передавать вращение только в одном направлении. Поэтому для изменения направления подачи в станках 6Н81Г, 6Н81 и 6Н11 нельзя использовать реверсивный электродвигатель (как это сделано, например, в станках 6М82, 6М82Г и 6М12П) и приходится применять специальное дополнительное реверсивное устройство. Проследим по схеме на рис. 5 работу реверсивного устройства, размещенного в коробке реверса.
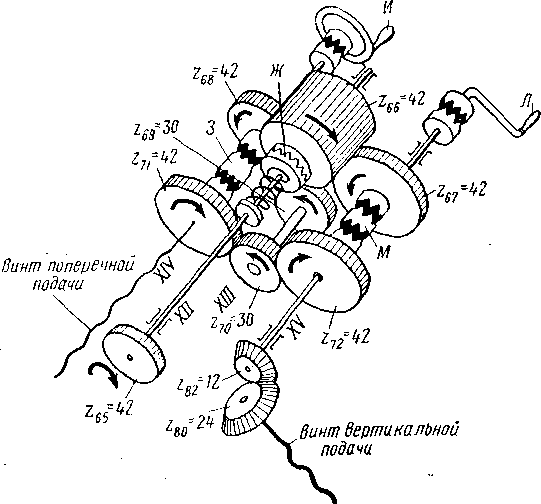
Рис. 5. Кинематическая схема коробки реверса станков 6Н81Г, 6Н81 и 6Н11
Центральный вал XII коробки реверса получает вращение от вала X через зубчатые колеса z63=22, £64=42 и £65=42. На валу XII сидит широкое зубчатое колесо £бб=42, сцепленное с валом пружинной предохранительной муфтой Ж назначение муфты — выключить вращение в случае перегрузки усилия подачи. Зубчатое колесо Zs6=42 йращает сразу три зубчатых колеса: колесо £67=42 на валу XV, колесо Z69 = 30 на валу XIII н колесо £68=42 на валу XIV. Зубчатые колеса z67 и zee сидят на валах свободно, а колесо z69 закреплено неподвижно. Колесо £6» вращает вал XIII, на левом конце которого сидит такое же колесо £70=30, которое сцеплено с колесами z7i = 42 и £72=42, свободно- сидящими на валах XIV и XV. Таким же образом с помощью муфты М можно включить и реверсировать механическую вертикальную подачу. Реверсивное устройство от вала X редуктора через зубчатые колеса z83, z64 и zes передает вращение в прямом или реверсированном направлениях, не изменяя полученного числа оборотов. Поэтому при разборе кинематической цепи подач числа зубьев зубчатых колес коробки реверса не учитываются. Проследим по кинематическим схемам передачу вращения на ходовые винты продольной, поперечной и вертикальной подач: винт XXI продольной подачи — через зубчатые колеса Z70: Z72: z79 (30 : 42 : 30), валик XVII, зубчатые колеса z8o: z8i : z84 (35 : 27 : 19), валик XVIII, зубчатые колеса zss: zse, валик XIX, коническую передачу z87: z8s, конический трензель 19:19:19. С конического зубчатого колеса zsg вращение передается ходовому винту XXI через конические зубчатые колеса z9q или Z91 путем включения в ту или иную сторону кулачковой муфты, скользящей на шпонке по ходовому винту. Переключение муфты производится шаровой рукояткой С вручную или автоматически от упоров стола; винт XIV поперечной подачи—через зубчатые колеса Z66 = 42 и Z68=42 в одном направлении или через зубчатые колеса z66 = 42, Zgg = 30, Z70 = 30, Z71 = 42 — в другом направлении. Зубчатые колеса zes=42 и z7i = 42 свободно вращаются на винте XIV и приводят его во вращение в том или ином направлении при включении вправо или влево кулачковой муфты, скользящей по этому винту на шпонке и управляемой рукояткой 3; винт XVI вертикальной подачи — через зубчатые колеса z66 = 42 и Z67 = 42 или z66 = 42, zS9 = 30, z7q = 30 и z72 = 42 на вал XV и коническую пару z82=12; z83 = 24. Вал XV приводится во вращение в том или ином направлении включением вправо или влево кулачковой муфты рукояткой М. Ускоренные перемещения стола во всех направлениях передаются от винтового зубчатого колеса z89=12 через винтовое зубчатое колесо z8o=24 на вал X при помощи фрикционной многодисковой муфты Д. При этом вал X вращается с постоянным числом оборотов 710 в минуту, тогда как по цепи рабочих подач он вращается с наибольшим числом оборотов 250 в минуту. Ручные перемещения производятся в продольном направлении рукояткой Т, в поперечном — маховичком И и в вертикальном — кривошипной рукояткой Л. Для настройки подачи имеется маховичок Н, вращение которого передается торцовому кулачку zso. Вращение маховичка Н связано с указателем подач, движущимся по шкале.
Рис. 6. Схема включения редуктора
Зубчатая передача £45:247:251 (35:37:19) и реечная передача £52=10 служат для переключения перебора, производимого рукояткой О. Переключение перебора производится поворотом на 180° рукоятки О. Обгонная муфта Г на валу X позволяет ему вращаться в одном направлении с червячным колесом £58, но с большей скоростью, т. е. обгонять его. Ускоренное вращение от электродвигателя передается винтовому колесу zgo, которое сидит на валу X и связывается с ним в нужный момент фрикционной муфтой Д при нажатии рукоятки Ф; при этом вал X начинает вращаться ускоренно. После освобождения рукоятки Ф обгонная муфта немедленно заклинивает червячное колесо £58 на валу X и стол продолжает двигаться с рабочей подачей. Сделаем подсчет рабочих продольных подач и быстрого хода, пользуясь схемами рис. 266 и 267. Подобным же образом определим значения вертикальных подач для двух крайних значений Si и Si6. Консольно-фрезерные станки этой гаммы имеют устройства для автоматической выборки люфта между витками ходового винта и гайки, что позволяет производить фрезерование по подаче.
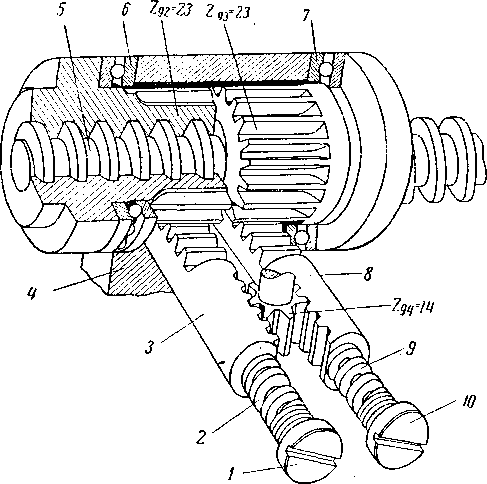
Рис. 7. Механизм выборки люфта между винтом и гайкой в станках 6Н81Г, 6Н81 и 6Н11
Ходовой винт, получая вращение от коробки подач, ввинчивается в бронзовую гайку, состоящую из двух частей Z92 и Z93, имеющих наружное зацепление с числом зубьев. Обе полугайки могут свободно поворачиваться в отверстии кронштейна 4 стола, но связаны между собой зубчатыми рейками и колесом £94=14. При вращении ходового винта он стремится повернуть гайку вследствие трения между витками резьбы. Половина гайки £92, поворачиваясь, тянет за собой рейку и заставляет вращаться колесо, которое связано с рейкой 8, а рейка — с другой половиной га-йки £93. Вследствие этого половина гайки £оз начнет поворачиваться в обратном направлении к половине £92. Половины гайки не могут сместиться в осевом направлении, так как упираются в подшипники. Поэтому они поворачиваются до тех пор, пока упрутся своими витками в витки резьбы винта и выберут зазор. Чем сильнее трение между винтом и гайкой, тем на больший угол повернутся ее половины. Чтобы не было при этом заклинивания винта, поворот обеих полугаек ограничивается пружинами, которые упираются в концы реек. Натяг пружин регулируется винтами; пружины при остановке винта или при холостом перемещении стола возвращают обе полугайки в исходное положение, чем и восстанавливается зазор между винтом и гайкой, необходимый для легкости холостых и установочных перемещений. При изменении направления вращения ходового винта (в момент реверсирования) взаимодействие частей не изменяется, только поворот половин гаек происходит в обратном направлении. Для смазки механизмов служат три плунжерных насоса. Насос для смазки коробки скоростей работает от эксцентрика А, приводимого зубчатым колесом, сидящим на валу I, и зубчатого колеса. Насос для смазки механизмов консоли работает от эксцентрика Е, сидящего на валу XXfl, через передачу от вала X парой зубчатых колес £61: z62. Ручной насос для смазки стола и салазок крепится на салазках. Реклама:Читать далее:Фрезерные станки 6М82, 6М82Г и 6М12П*Статьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|



|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|