|
|
Категория:
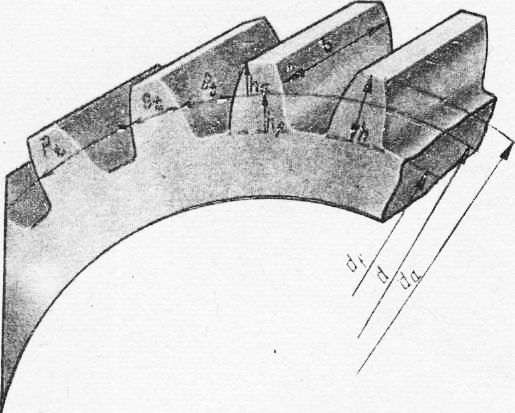
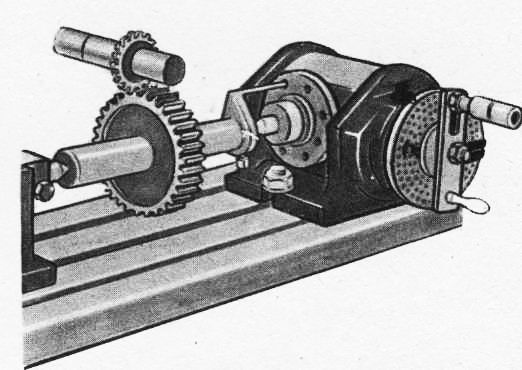
Фрезерные работы Основные сведения о зубчатом зацеплении. Зубчатые колеса находят широкое применение в машиностроении. Зубья цилиндрических колес бывают прямыми, косыми и шевронными. На рис. 1 показаны элементы цилиндрического прямозубого колеса. Пусть требуется нарезать зубья зубчатого колеса на горизонтально-фрезерном станке. Для фрезерования согласно операционной карте необходимы следующие принадлежности и инструменты: делительная головка, задняя бабка, поводковый патрон, хомутик, центр к задней бабке делительной головки, оправка требуемого диаметра для закрепления заготовки, фрезерная оправка с набором установочных колец и, кроме того, дисковая модульная фреза требуемого модуля из набора фрез; штангензубо-мер для контроля толщины зуба, контрольный валик, индикатор, шаблон. На рис. 2 и 3 показано, как надо установить делительную головку, заготовку и фрезу. На рис. 2 представлен случай фрезерования зубчатого колеса с горизонтальным расположением шпинделя делительной головки. Оправку устанавливают в центрах делительной головки. На конец шпинделя делительной головки надевают поводковый патрон, который хомутиком, закрепленным на оправке, передает вращательное движение со шпинделя головки на оправку с насаженной на ней заготовкой. Если же конструкция детали не позволяет устанавливать ее на оправке, применяют трехкулачковый патрон. Фрезу устанавливают в диаметральной плоскости относительно заготовки известным уже способом.
Рис. 1. Элементы цилиндрического прямозубою зубчатого колеса
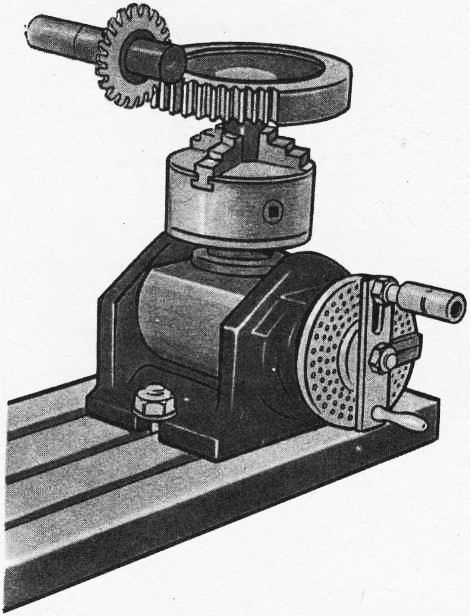
На рис. 146 показано фрезерование зубчатого колеса с вертикальным расположением шпинделя делительной головки. Заготовка закрепляется в трехкулачковом патроне. В этом случае необходимо выверить заготовку, например, с помощью индикатора, и обеспечить биение по наружному диаметру в установленных пределах.
Рис. 2. Фрезерование зубчатого колеса на станке с горизонтальным расположением шпинделя
Рис. 3. Схема фрезерования зубчатого колеса при вертикальном расположении шпинделя делительной головки
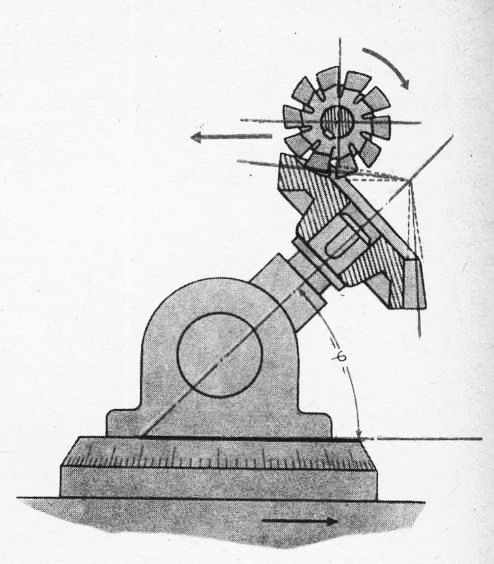
Рис. 4. Установка конического зубчатого колеса при фрезеровании зубьев.
Порядок зубофрезерования следующий: Фрезерование зубьев конических колес Получение теоретически правильного профиля зубьев конических колес на универсально-фрезерных станках невозможно. Вида брака при фрезеровании зубьев зубчачатых колес
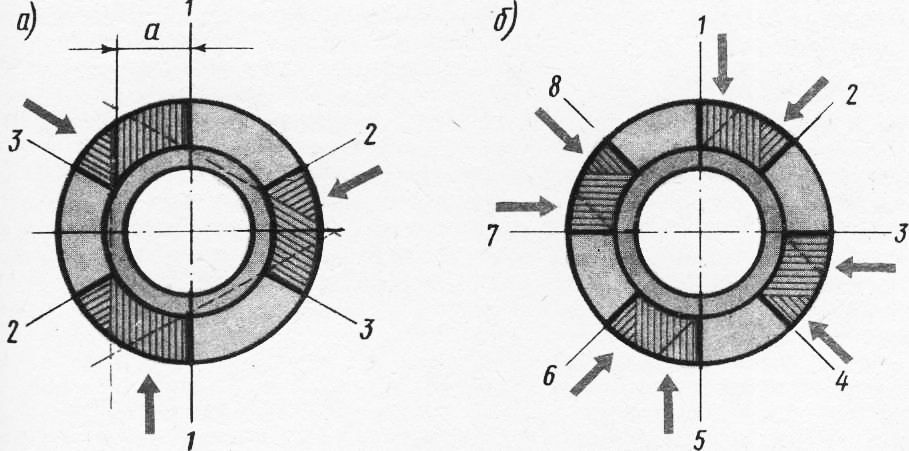
Рис. 5. Схемы фрезерования зубчатых муфт
4. Профиль зубьев несимметричен относительно диаметральной плоскости. Причина — неправильная установка фрезы в диаметральной плоскости. Реклама:Читать далее:Фрезерование торцовых зубьев кулачковых муфт и режущего инструментаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|