|
|
Категория:
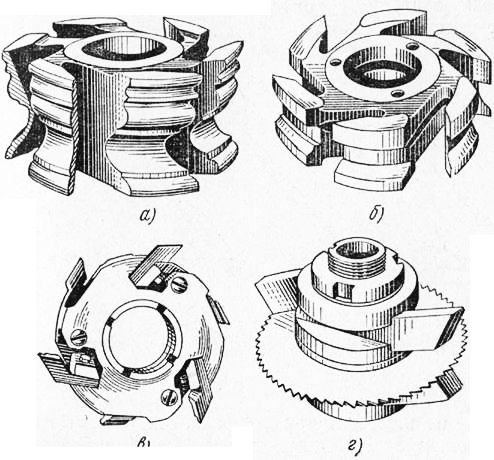
Деревообрабатывающие станки В зависимости от способа закрепления на станке фрезы разделяют на насадные и концевые. Насадные фрезы имеют отверстие для установки их на шпиндельные насадки, концевые оканчиваются хвостовиком и закрепляются на шпинделе с помощью патронов или же вставляются хвостовиком в гнездо шпинделя. Насадные фрезы очень разнообразны по своей конструкции. У цельных фрез (рис. 1, а) зубья и корпус изготовлены из одного куска металла и составляют одно целое. Составные фрезы (рис. 1, б) включают несколько фрез, каждая из которых может работать только в комплекте. В сборных фрезах (рис. 1, в) сменные зубья укрепляют в корпусе, в комбинированных (рис. 1, г) устанавливают несколько видов режущего инструмента. Составные фрезы используют для получения точного сложного профиля. Преимущество их перед цельными в том, что они сохраняют профиль фрезерования при неоднократных заточках зубьев. В процессе же заточки цельных фрез фасонный профиль зубьев изменяется — они стачиваются, и этот износ нельзя компенсировать. В качестве примера на рис. 1, б показана составная саморегулирующаяся фреза для обработки прямоугольного гребня. При переточке высота выступов верхней и нижней фрезы уменьшается, благодаря чему профиль обработанных заготовок не изменяется, несмотря на уменьшение общей ширины составной фрезы. В настоящее время широко применяют фрезы со вставными резцами (рис. 2) и фрезы, оснащенные пластинками из твердого сплава (рис. 3). При изготовлении фрез со вставными резцами получают большую экономию легированной высококачественной инструментальной стали, так как из нее делают только сменные зубья. Зубья по мере износа можно заменять. К этому типу фрез относятся например, шипорезные ножевые головки (рис. 4, а). Для плоскостной обработки применяют цилиндрические фрезы с прямыми зубьями (рис. 4, б), но лучшее качество обработанной поверхности получается при использовании фрез со спиральными зубьями (рис. 4, в).
Рис. 1. Насадные фрезы:
а — цельная, б —составная, в — сборная со сменными ножами, г — комбинированная
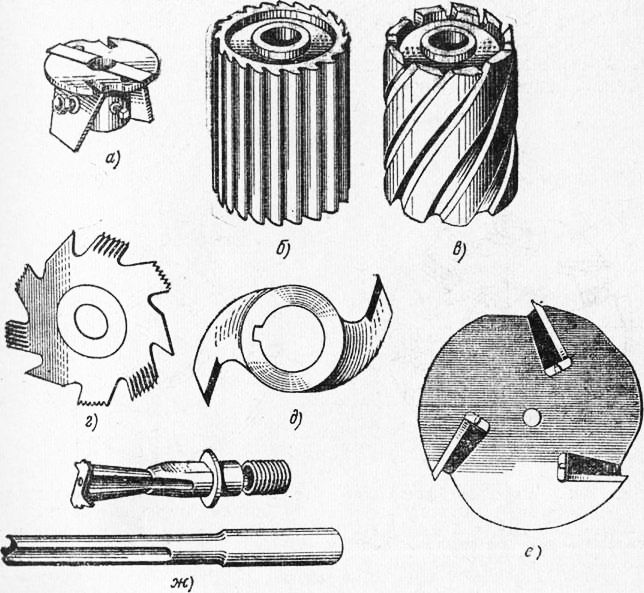
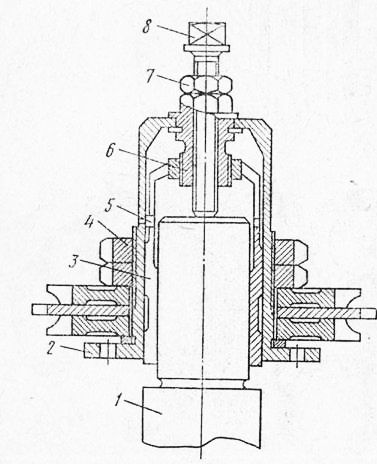
Конструкция фрез зависит и от вида обработки заготовок. Например, пазовые фрезы с зубьями для поперечного фрезерования снабжены специальными подрезателями (рис. 4, г). Фрезы для зарезкн ящичных шипов имеют только два резца (рис. 4, д) и режущие кромки шириной 4—14 мм с градацией через 2 мм. Ножи для выборки проушин крепят на проушечных дисках (рис. 4, е). Наиболее часто насадную фрезу надевают на шпиндель посадочным отверстием и закрепляют гайкой; положение фрезы по высоте регулируют кольцами. Концевыефрезы для выборки пазов и гнезд показаны на рис. 148, ж. Их изготовляют одно-, двух- и трехрезцовыми. Иногда фрезу закрепляют на насадке с помощью специальной головки (рис. 5). Винтом корпус головки устанавливают по высоте шпиндельной насадки таким образом, чтобы положение закрепленной на головке фрезы соответствовало бы заданному. Затем, вращая втулку, перемещают втулку вверх до тех пор, пока она плотно не закрепит на шпинделе корпус. Положение головки фиксируется контргайкой. Головки применяют в основном для крепления комбинированных фрез на станках, где шпиндель не перемещается по высоте. Насадные фрезы устанавливают и непосредственно на шпинделе без насадок, с помощью цангового крепления. Цанга представляет собой разрезную втулку с конусом на одном конце и резьбой на другом. Фрезу вместе с цангой надевают на шпиндель, гайкой затягивают цангу, закрепляя фрезу.
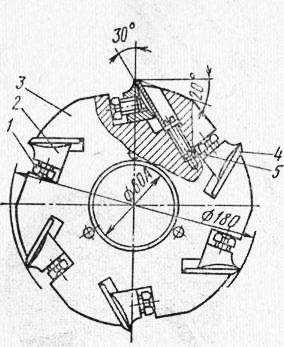
Рис. 2. Насадная фреза со вставными резцами:
1 — болт, 2 — клин, 3 — корпус, 4 — резец, 5 — винт для установки резца по высоте
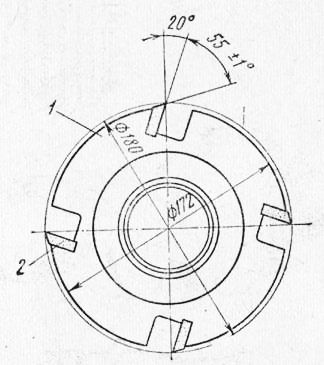
Рис. 3. Фреза, оснащенная пластинками из твердого сплава: 1 — корпус фрезы, 2 — пластинка из твердого сплава
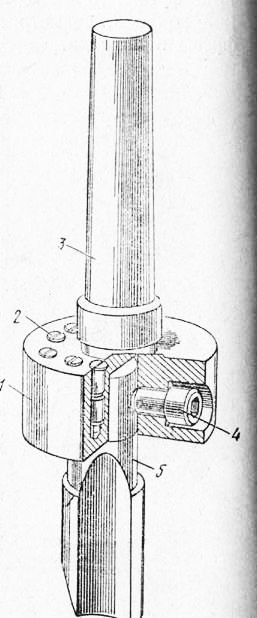
Если заготовка имеет значительную толщину (ширину фрезерования), то для установки насадных фрез применяют удлиненную шпиндельную насадку, которую дополнительно закрепляют с помощью кронштейна, имеющегося на столе станка. Концевые фрезы диаметром до 10—12 мм крепят на шпинделях о помощью патронов, а свыше 12 мм вставляют хвостовиком непосредственно в конусное отверстие шпинделя. Фрезы диаметром до 15 мм выпускают размерами с градацией через 1 мм, свыше 15 мм — с градацией через 2 мм. Однорезцовые концевые фрезы применяют на копировально-фрезерных станках. Патрон с однорезцовой фрезой (рис. 6) должен быть отбалансирован. Для этого его устанавливают в балансировочное приспособление, помещенное на плите со строго горизонтальной поверхностью. Если при этом патрон с фрезой 5 сохраняет неподвижное положение, значит, он отбалансирован; если часть патрона займет нижнее положение, то фрезу уравновешивают, снимая или добавляя балансировочные винты. Когда диаметр отверстия в шпинделе больше диаметра хвостовика фрезы, то в него предварительно вставляют пустотелый переходной конус 3, диаметр которого соответствует диаметрам хвостовике фрезы и патрона.
Рис. 4. Фрезы:
а — в виде шипорезной головки, б —с прямыми зубьями, в — со спиральными зубьями, г — с подрезателями, д — прорезные, е — проушечный диск, ж — концевые
Режущий инструмент для фрезерования плоских поверхностей или образования простого профиля подбирают по данным чертежа детали. Во всех остальных случаях пользуются шаблонами или эталонными образцами. Шаблон прикладывают к фрезе, располагая в радиальном направлении относительно ее центра. Радиус кривизны вогнутых элементов детали должен быть больше радиуса кривизны фрезы, в противном случае точно воспроизвести форму детали не удается. Насадные фрезы устанавливают в такой последовательности: Фрезы должны быть закреплены неподвижно. Зазор между насадкой и фрезой не допускается, так как это неизбежно приводит к смещению инструмента, вибрации шпинделя и плохому качеству обработанной поверхности.
Рис. 5. Крепление фрез с помощью головки:
1 — шпиндель, 2 — корпус головки, 3 — коническая разрезная втулка (цанга), 4 — гайка для крепления фрезы, 5 — фиксатор, 6 — нарезная втулка, 7 — контргайка, 8 — винт регулировки подъема насадки
Рис. 6. Эксцентриковое крепление фрезы:
1 — корпус патрона, 2 — балан сировочные винты. 3 — конус, 4 — винт крепления, 5 — фреза
Реклама:Читать далее:Фрезерные станки с нижним расположением шпинделяСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|