|
|
Категория:
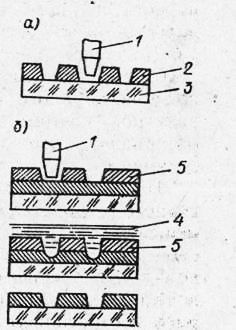
Граверное дело При гравировании штрихи и знаки наносят на делительных машинах удалением слоя металла со стеклянных заготовок или слоя грунта и лака. При нанесении штрихов по лаковым поверхностям или грунтовым покрытиям они вытравляются химическим способом на поверхности заготовки или наращиваются катодным или вакуумным напылением. При гравировании можно получить прозрачные штрихи на темном (непрозрачном) основании или непрозрачные штрихи на прозрачном основании. Гравирование по металлическим покрытиям необходимо производить сразу же после нанесения металла, когда он имеет мелкозернистую структуру, которая со временем, особенно при нагревании, переходит в крупнозернистую. Нанесение штрихов на старых пленках приводит к растрескиванию их краев, которые становятся рваными, и пленка легко отдирается от подложки. Тонкие штрихи получаются при гравировании по полупрозрачному слою серебра, нанесенному на заготовку химическим путем. Опыт изготовления шкал гравированием показывает, что тонкие и высокого качества штрихи можно получить на свежеприготовленных пленках, но процесс нанесения штрихов и знаков не должен быть длительным. Если необходимо изготовить сложные, с большим числом линий сетки, когда процесс гравирования занимает не один день, то нанесенные в разное время штрихи будут иметь различное качество. Такие сетки и шкалы можно изготовлять на адсорбированных аморфных пленках, которые состоят из частиц, не связанных между собой силами сцепления, но расположенных плотно одна к другой. При гравировании по металлическим покрытиям (рис. 1, а) с помощью алмазного или металлического резца прорезают пленку из алюминия или серебра, нанесенную на стеклянную заготовку. Полученную шкалу необходимо защитить от повреждений, для чего на нее наносят тонкий слой лака или кремнезема. Гравированием по металлическим покрытиям можно изготовить оригинал сетки, которая затем служит для получения контактной печатью любого числа копий. На качество вырезаемых линий сильно влияет установка резца относительно направления его перемещения, а также колебания резца. При неправильной установке резца, ошибочно выбранном его переднем угле и неправильно установленном положении его режущей кромки на дне штриха остаются следы защитного слоя в виде островков. Для устранения следов металла на пробных нарезках проверяют точность установки ин-.струмента. Для уменьшения влияния износа инструмента на качество штриха необходимо применять алмазные резцы, изготовленные из ориентированных по вектору твердости алмазов, и устранить колебательное движение р«зца применением специальных демпфирующих устройств.
Рис. 1. Гравирование прозрачных штрихов и обозначений на темном фоне По металлическому слою (а) и по покрытию с последующим травлением (б)
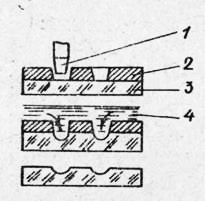
Рис. 2. Гравирование штрихов и обозначений по лаковым покрытиям с последующим травлением
Кроме того, чистые и прозрачные штрихи на темном фоне можно получить нанесением на металлическое покрытие грунта, по которому на делительных машинах гравируют штрихи резцом (рис. 1, б), а затем осуществляют травление кислотой до образования прозрачных штрихов. После этого смывают кислоту и грунт с заготовки. Перед гравированием по лаковым покрытиям на стеклянную заготовку наносят слой полимеризующихся покрытий, т. е. покрывают бакелитовым, асфальтовым или масляным лаком. При этом лак должен прочно удерживаться на поверхности заготовки. Бакелитовый лак, слегка подкрашенный анилиновой краской, хорошо удерживается на заготовке, но быстро твердеет. Поэтому гравирование необходимо проводить по. слабозатвердевшему лаку резцом, имеющим высокий класс шероховатости боковых поверхностей. Гравированием по покрытиям с последующим наращиванием можно получить тонкие, высокого качества штрихи при изготовлении линейных и угловых мер. Перед нанесением штрихов заготовки контролируют и протирают тампоном, смоченным жидкостью, состоящей из 85% спирта и 15% эфира. Затем заготовку устанавливают на центрифугу и покрывают ее поверхность лаком движением кисточки от центра к периферии. После часовой выдержки при комнатной температуре контролируют качество лакового покрытия. В случае обнаружения дефектов осуществляют ретуширование. Для выполнения гравировальных работ широко используют в качестве грунта пчелиный воск, сирийский асфальт и канифоль, которые способны защищать поверхность стекла от воздействия паров фтористоводородной кислоты. Причем воск, подвергнутый термической обработке, хорошо наносится и снимается с поверхности заготовки и имеет мелкозернистую структуру. Пчелиный воск позволяет получать штрихи шириной от 4 мкм и выше, а для получения более тонких штрихов (шириной 2—3 мкм) необходимо применять сирийский асфальт в сочетании с.канифолью. В последние годы на многих заводах наносят штрихи по покрытиям с последующим вакуумным напылением хрома, а грунты типа пчелиного воска и сирийского асфальта гравируются с образованием стружки, которая в большинстве случаев мешает процессу напыления металла в риски; кроме того, сирийский асфальт является дорогостоящим импортным товаром, поэтому можно применять лаковые покрытия, которые хорошо гравируются, дают мало стружки, теплоустойчивы к парам фтористоводородной кислоты и позволяют получать высококачественные штрихи шириной 1—2 мкм. Основу этих лаков составляют полимеры стиролов (полистирол, полимон.охлорстирол, полидихлорстирол и сополимер стирола с а-метилстиролом САМ), модифицированные хрупкими агентами (канифоль, копалы и др.) с добавлением красителя. Приготовление лаков осуществляется простым смешиванием растворов, соотношение которых выбирается из расчета получения хорошо гравируемого лака. Лаки наносятся на тщательно обезжиренную поверхность обычными методами, при этом не требуется температурная сушка. На этих лаках можно гравировать штрихи и линии через 30—40 мин после нанесения. Для получения штрихов шириной 6 мкм и выше можно использовать воск, состоящий из 1200 г пчелиного и 10 г карнаубского воска, сваренных при t = 200 °С в течение 120 ч. Для штрихов шириной 2—6 мкм применяют лак, который приготовляют из следующих компонентов: Подготовленную заготовку устанавливают на делительной машине и после часовой .выдержки приступают к гравированию штрихов или линий. При изготовлении лимбов сначала наносят центровочную окружность, а затем штрихи. .Осуществив контроль качества штрихов и точности их расположения, шкалу или лимб переносят на вакуумную установку,-предварител’ьно закрыв лаком нерабочие места. После хромирования шкалу или лимб укладывают в кювету и заливают толуолом для снятия лака. Напыление хрома осуществляется в вакуумной установке его испарением с вольфрамовой спирали; толщина хрома на спирали составляет примерно 10 мкм. Затем детали„ промывают вдоль штрихов спирто-эфирной смесью. Для оцифровки деталь покрывают воском. Деталь нагревают на плите до температуры 90—100 °С и устанавливают на центрифуге. На вращающуюся деталь кистью наносят разогретый до температуры 100 °С воск, перемещая кисть от центра к краю. Затем деталь охлаждают на металлической плите и производят ретуширование дефектных участков с помощью разогретой металлической шпильки. Гравировку осуществляют на пантографе, после чего травят цифры в парах плавиковой кислоты, подбирая режимы травления на бракованных деталях. Время травления ориентировочно равно 1 с и зависит от концентрации кислоты, толщины слоя и требуемых размеров цифр и знаков. Перед травлением незащищенные места покрывают медицинским вазелином. Травление осуществляют в специальных винипластовых ваннах, установленных в вытяжных шкафах. Перед травлением незащищенные места обмазывают вареным вазелином и заготовку укладывают на планшайбу приспособления, установленного в ванне с плавиковой кислотой. Крышку ванны закрепляют, а деталь с планшайбой вращают. После травления деталь промывают в проточной воде, бензине и растворе, состоящем из спирта и эфира. Затем осуществляют запуск цифр черной или белой краской, пальцем втирая краску в углубления. Краску предварительно растирают в ступе с>рли-фой. После запуска детали для удаления остатков краски с поверхности протирают олифой. Затем детали сушатся в термостате или на плите при температуре 180—200 °С до тех пор, пока бумага, на которой установлены детали, не приобретет цвет соломы. Нанесение штрихов и знаков по грунтам с последующим травлением используется в практике изготовления шкал, сеток, лимбов и подобных им изделий на заготбвках из твердых материалов типа оптического стекла, сталей и т. д. Травлением трудно получить штрихи малых геометрических размеров. В качестве грунтов используют пчелиный воск и сирийский асфальт. Штрихи наносятся по грунту на делительных машинах алмазным или металлическим резцом. В процессе нанесения штрихов заготовка остается неподвижной. Заготовки под сетки и шкалы смазывают ватным тампоном, смоченным лаком. Заготовки под лимбы покрывают асфальтным лаком с помощью центрифуги; для этого лимб зажимают с помощью самоцентрирующего патрона и приводят во вргщение с определенной частотой. Во время вращения на поверхность лимба опускают несколько капель асфальтного лака, который благодаря большой частоте вращения лимба равномерно распределяется по его поверхности. Поверхности детали, покрытые асфальтным лаком, не должны иметь точек, ворсинок, оголенных мест. Если поверхность покрылась ровным слоем без посторонних включений, то деталь отстаивается в течение 15—20 мин. Шкалы и лимбы отстаиваются прямо на машине, на которой производится деление этих деталей. В результате такого отстаивания детали приобретают температуру окружающей среды, что способствует получению четкого, с ровными краями штриха. Деление производят металлическими резцами. Затачивают резцы, добиваясь ширины лезвия 0,005—0,007 мм. Заточку производят на агатовом камне с применением окиси хрома и машинного масла. Качество заточенного резца проверяют под микроскопом с большим увеличением. Длину штриха на лимбах, шкалах и сетках настраивают с помощью упоров или винтов. Деление лимбов производят на круговых делительных машинах. Для получения сеток химическим способом заготовку покрывают лаком или воском в зависимости от толщины .штриха, цены деления и требований, предъявляемых к сетке. После нанесения штрихов по поверхности лака или воска риски на шкалах, лимбах и сетках проверяют под микроскопом. Просматривают каждый штрих. Если встречаются штрихи с неровными краями, то деталь промывают, снова покрывают лаком или воском и производят деление. И так до тех пор, пока все штрихи не будут выполнены хорошо. Полученные детали должны отстаиваться около 10—15 мин перед травлением плавиковой кислотой, так же как и перед делением. В зависимости от толщины штриха, покрытия, условий работы детали в оптической системе и требуемой точности травление штрихов производят в парах плавиковой кислоты или непосредственно в кислоте (обычно в парах кислоты — травление шкал и лимбов, а непосредственно в кислоте — травление сеток толщиной более 0,03 мм). Для травления шкал используют специальные травильные установки. Вся установка перед травлением продувается сжатым воздухом, чтобы при закреплении шкалы на ее поверхность не могли попасть капельки воды, масла и других примесей. Травление лимбов производят на специальных оправках, которые вручную раскручивают над парами 56%-ной плавиковой кислоты. При толщине штрихов 5—6 мкм время выдержки 1 — 1,5 с. Далее оправка вместе с лимбом опускается в бак с водой. После нейтрализации паров кислоты водой деталь промывают эфиром, а затем 3%-ной азотной кислотой. Качество штрихов также проверяют под микроскопом. Протравленный штрих представляет собой пустотелую канавку с матовым основанием. Чтобы в поле зрения протравленный штрих был более четким, его следует запустить цветной краской (в большинстве случаев— черной). Для более прочного заполнения канавки краской, наделенные поверхности вначале смазывают газовой сажей, а затем сухой порошок запуска подушечками пальцев втирают в вытравленные канавки. Запущенные таким образом детали просушивают в термостате при температуре 120—140 °С в течение 4 ч. После просушки просматривают качество заполнения штрихов краской. Если штрихи не полностью запустились, их запускают еще раз и снова просушивают в термостате. После второго запуска детали промывают азотной кислотой для удаления грязевых точек с поверхности, а затем всю поверхность подчищают цинковыми белилами. В результате такой подчистки прозрачная поверхность детали получается совершенно чистой, а штрих по-прежнему остается черным. На деталях с запущенными штрихами гравируют надписи. Для этого детали подогревают на плите до 100°С и покрывают воском, который при соприкосновении с нагретой деталью расплавляется по поверхности. Чтобы получить более равномерный слой воска, его выравнивают батистовым тампоном, а в случае изготовления сеток” малых диаметров — папиросной бумагой, сложенной в несколько рядов. После покрытия детали охлаждают на специальной плите. Поверхности деталей, покрытые воском, не должны иметь трчек, ворсинок, оголенных мест. Качество восковой поверхности можно оценить невооруженным взглядом. Гравировку производят на пантографах специальными резцами. Гравированные надписи перед травлением тщательно просматривают под микроскопом. Режим травления гравируемых деталей отличен от наделенной, так как гравировка производится не по лаку, а по воску; толщина гравированных надписей в 1,5— 2 раза шире толщины штриха. Реклама:Читать далее:Нанесение штрихов и знаков по фотографическим эмульсиямСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|