|
|
Категория:
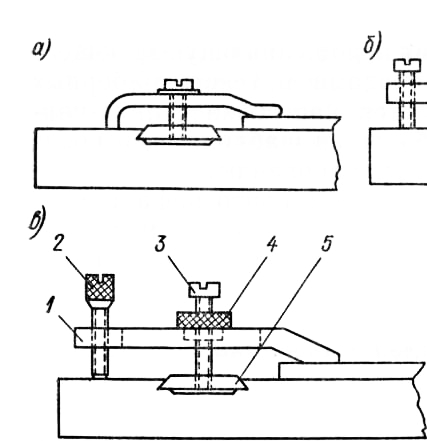
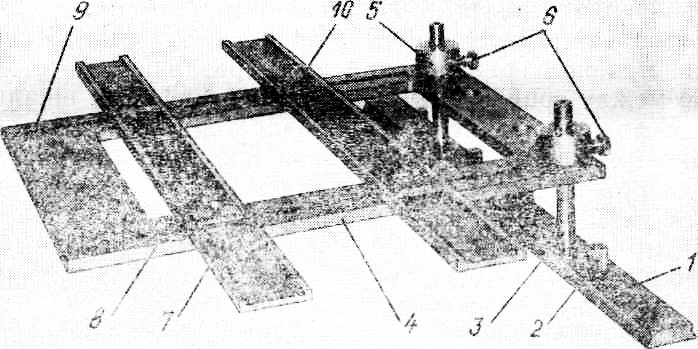
Граверное дело Для получения необходимой точности и должной производительности труда при изготовлении деталей применяют различные приспособления. При большой номенклатуре деталей и частой их смене обычно рекомендуется использовать универсальную оснастку. Ее применение значительно расширяет технологические возможности копировально-фрезерных станков с пантографом. Оснастку для станков с пантографом условно можно разделить на две группы: В настоящем параграфе рассматривается оснастка для копирного стола. Прижим для закрепления копиров. Очень важно правильное и надежное закрепление копиров на копирном столе пантографа. Обычно для этой цели применяли прижимные планки с одним винтом или с двумя винтами. Копиры изготовляют из заготовок различной толщины (примерно 2—20 мм), поэтому при их закреплении на копирном столе пантографа в зависимости от толщины копира приходилось под губку прижима или под его винт подкладывать разной толщины подставки, что усложняло и удлиняло процесс закрепления копира. Для устранения этого недостатка были разработаны и внедрены в производство универсальные прижимы новой конструкции. На рис. 1, в показан общий вид прижима новой конструкции, обеспечивающего надежное и быстрое закрепление копира любой толщины на копирном столе станка. Он состоит из губки, стопорного винта, фиксирующего винта, специальной гайки и планки.
Рис. 1. Прижимы для закрепления копиров Работа прижима происходит следующим образом: после введения планки в паз копирного стола пантографа губку прижима устанавливают на плоскость закрепляемого копира так, чтобы прямолинейний участок губки был параллелен плоскости копира. Затем ввертывают стопорный винт до соприкосновения с плоскостью копирного стола, а вращением гайки закрепляют копир. Таким образом, эти прижимы сокращают затраты рабочего времени и создают большое удобство в работе гравера. Съемный стол. При гравировании текста на изделии нередко возникает необходимость изменять расстояние между строками. Обычно это осуществляют при помощи специального копира с заранее выгравированным на нем текстом, который затем переносят на изделие. При отсутствии таких копиров расстояние между строками можно изменять поперечным перемещением рабочего стола пантографа. Первый способ неудобен тем, что для каждого случая требуется изготовлять специальный копир. Это нецелесообразно, так как расходуется много времени н средств на его изготовление, а также на настройку пантографа. Второй способ гравирования очень непроизводителен: при пользовании им затрачивается время на сдвиг и соответствующую установку рабочего стола пантографа. При пооперационном гравировании приходится несколько раз устанавливать и снимать гравируемое изделие, что удлиняет процесс гравирования. Кроме того, частое поперечное перемещение рабочего стола пантографа вызывает преждевременный износ ходовых винтов.
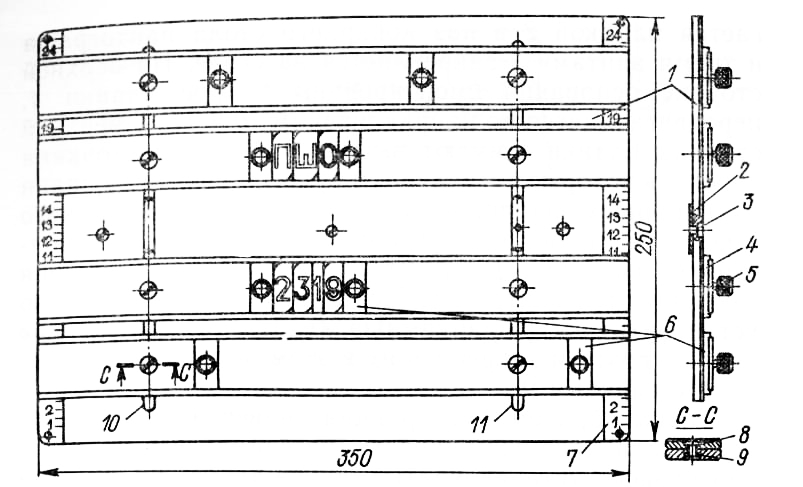
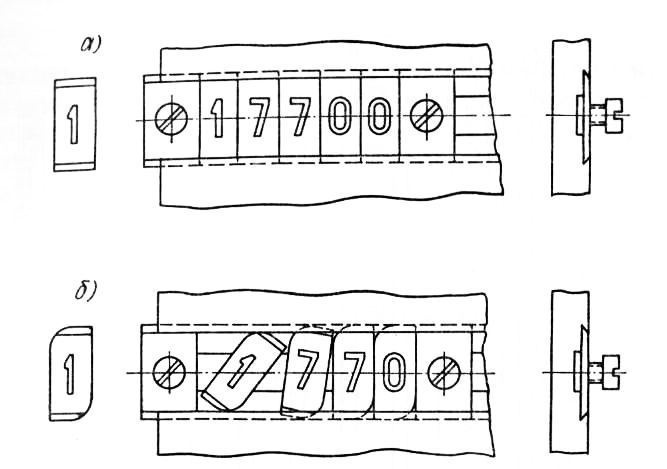
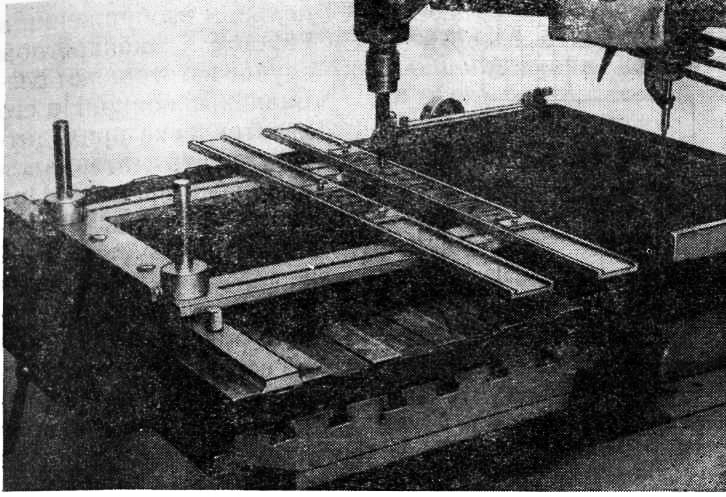
Рис. 2. Универсальный съемный стол с различным межстрочным расстоянием Внедренный в производство универсальный съемный стол с различными межстрочными расстояниями не имеет указанных выше недостатков. После его установки и закрепления в любом положении на копирном столе пантографа можно производить набор текста (из буквенных и цифровых наборных шаблонов) с любым расстоянием между строками в пределах поперечного размера универсального стола. При выполнении работ с применением универсального стола отпадает необходимость в изготовлении на каждый случай специального шаблона копира, не нужно сдвигать однажды установленный рабочий стол пантографа, а набор текста и изменение расстояния между строками производятся очень быстро. Универсальный съемный стол состоит из основания размерами 250X350 мм, к нижней стороне которого прикреплена установочная планка с поперечным сечением в виде трапеции. Основание вдвигается планкой в паз копирного стола пантографа и тремя винтами закрепляется на столе. На верхней стороне основания смонтированы четыре планки, передвигающиеся по направляющим. С верхней стороны планки имеют выемки в форме ласточкина хвоста, в которые вставляются буквы, цифры или знаки из наборных шаблонов. С обоих концов набранного текста на планках устанавливаются зажимы-ползуны, фиксирующие текст в нужном положении; они закрепляются винтами. Пользуясь шкалой, можно установить между планками на желательное расстояние друг от друга и закрепить их в этом положении винтами с гайками. Таким образом, конструкция универсального съемного стола дает возможность, не снимая его со стола пантографа, устанавливать строчки текста на нужном расстоянии друг от друга, а сам текст — в любом положении в пределах длины планок, для чего достаточно отвернуть винты, поставить планки и текст согласно заданным расстояниям, а затем закрепить их. Конструкция универсального съемного стола весьма проста, поэтому он может быть изготовлен любым предприятием. Применение универсального стола позволило значительно повысить производительность труда. Например, гравирование надписи на детали с неодинаковым расстоянием между строчками велось в две операции; норма времени на обработку каждой детали составляла 18 мин. С применением универсального съемного стола появилась возможность гравировать деталь за одну операцию и затрачивать на это 12 мин. Таким образом, производительность труда увеличилась на 33%. Быстросьемные наборные шаблоны. Для гравирования букв, цифр или знаков при помощи пантографа применяют специальные наборные шрифтовые шаблоны, изготовленные в соответствии с ГОСТ 3454—59. На рис. 3, а изображены цифровые наборные шаблоны старой конструкции, имеющие в плане вид прямоугольника. Такие шаблоны неудобны при установке и съеме. Для того чтобы набрать какое-либо многозначное число, требовалось каждый шаблон вставлять в паз копирного стола пантографа, причем начинать следовало с последнего шаблона, а затем всю строчку закреплять двумя зажимными упорами. В случае необходимости заменить один шаблон приходилось выводить из паза упор, а затем все шаблоны, расположенные левее меняемого. После этого все шаблоны надо было вновь вдвигать поочередно на место, в паз стола. Такая операция была очень длительной.
Рис. 3. Формы наборных шаблонов Для сокращения непроизводительных затрат времени были предложены и внедрены в производство шаблоны нового типа. У каждого шаблона срезаны два противоположных по диагонали угла и закруглены по радиусу, равному половине ширины шаблона. Такие шаблоны с буквенными или цифровыми знаками легко и свободно можно вставлять в паз копирного стола пантографа или в универсальные приспособления. Эти шаблоны закладывают в паз сверху, затем их слегка поворачивают, и они занимают нужное положение. При замене одного или нескольких шаблонов теперь следует лишь отвести один из упоров на ширину одного знака, развернуть шаблон и вынуть его. Приспособление для гравирования под углом. На некоторых деталях, например на щечках для каркасов трансформаторных катушек, приходится гравировать Цифры, а иногда и буквы, расположенные по восходящей или нисходящей линии, т. е. под различным углом наклона. Для этого обычно изготовляют отдельные шаблоны-копиры или гравируют с наборных шаблонов, что создает ряд дополнительных затруднений. Почти на всех приборостроительных заводах используют всевозможные малогабаритные трансформаторы и другие аналогичные приборы, для каркасов которых требуется большое количество щечек. В связи с этим возникла необходимость в ускорении и удешевлении процесса гравирования цифр на трансформаторных щечках, для чего было разработано и внедрено в производство универсальное приспособление, позволяющее после незначительной настройки (не превышающей 3— 5 мин) гравировать на щечках под любым углом цифры, буквы и другие обозначения по восходящей, нисходящей или дугообразной линиям без применения специальных копиров.
Рис. 4. Приспособление для гравирования под углом Это приспособление состоит из основания, к которому винтами привернута установочная планка, предназначенная для закрепления приспособления на копирном столе пантографа. На поверхности основания расположены каретки, имеющие паз с сечением типа ласточкина хвоста, в которые вставлены групповые цифровые или буквенные шаблоны. Каретки могут перемещаться вдоль основания закрепляться на различном расстоянии друг от друга пинтами. Групповые копиры, в свою очередь, могут перемещаться в пазах кареток в поперечном направлении относительно основания и закрепляться винтами в требуемом положении. Перед началом гравирования следует одновременно настроить приспособление и пантограф. Для этого установочную планку вставляют в паз копирного стола и закрепляют приспособление в нужном положении винтами. В соответствии с нужным масштабом гравируемых знаков производят настройку плеч пантографа. Затем точно размечают первую деталь (трансформаторную щечку) по заданному чертежу и закрепляют на рабочем столе станка упорами с двух сторон. Каретки приспособления со вставленными в них шаблонами устанавливают и закрепляют на основании так, чтобы ощупывающий палец пантографа находился в определенной точке знака копира, а резец-фреза — на первой цифре, размеченной на детали. Таким образом, сопрягая каждую цифру на копире приспособления и на размеченной детали посредством ощупывающего пальца и резца-фрезы, настраивают пантограф и приспособление, после чего можно приступить к гравированию щечек за одну операцию. Для деталей с расположением цифр под другим углом приспособление можно быстро перенастроить. Использование данного приспособления устраняет необходимость изготовления копиров для каждого типа щечек, а также исключает трудоемкое гравирование их с наборных шаблонов. Приспособление для гравирования вертикальных надписей. Разновидностью описанного выше универсального съемного стола является приспособление для гравирования вертикальных надписей. Оно состоит из основания, на котором подвижно закреплена панель, вращающаяся вокруг оси. На раздвижном механизме для регулирования межстрочного расстояния закреплены каретки с наборными шаблонами. Приспособление для гравирования вертикальных надписей нижней планкой основания (имеющей форму ласточкина хвоста) вдвигается в паз копирного стола и закрепляется винтами. В каретки вставляются наборные шаблоны, а с помощью раздвижного механизма устанавливается межстрочное расстояние. При повороте ручки эксцентриковый вал и прижимная призма закрепляют шаблоны в рабочем положении. При необходимости панель поворачивают вокруг оси на нужный угол.
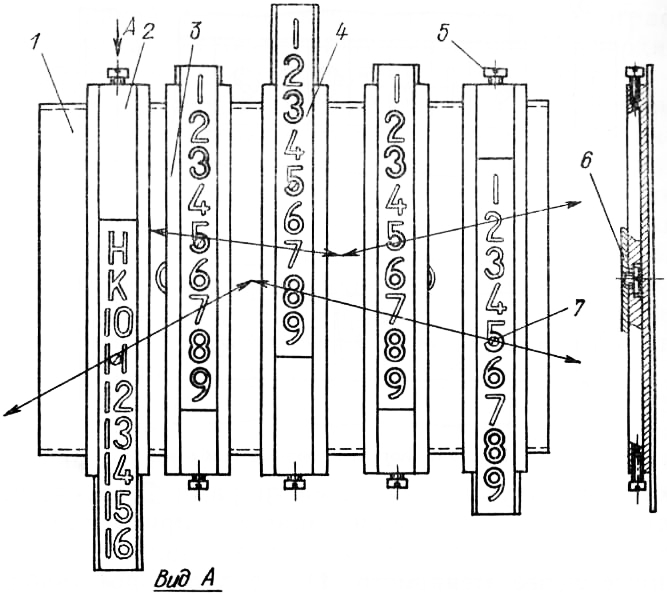
Рис. 5. Приспособление для гравирования вертикальных надписей Применение раздвижного механизма дает возможность регулировать высоту строк в широких пределах, позволяет отказаться от изготовления специальных копиров и от специальной разметки межстрочного расстояния, что дает экономию материала и времени гравирования. Использование приспособления для гравирования вертикальных надписей повышает производительность труда в 3—4 раза и значительно облегчает труд гравера. Приспособление для закрепления наборных шаблонов. При гравировании строки со знаками, расположенными на различном расстоянии друг от друга, много времени уходило на установку и закрепление наборных шаблонов. Иногда приходилось делать механическую подгонку различных по ширине прокладок между знаками. Облегчает эту работу приспособление для закрепления наборных шаблонов. Приспособление состоит из основания, на котором закреплен корпус, эксцентрикового вала, рукоятки и кожаной пластины, приклеенной к призме, лежащей на валу. В корпусе имеется паз типа ласточкина хвоста для установки наборных шаблонов. Эксцентриковый вал расположен в П-образном пазу корпуса на подшипниках скольжения, а его ось установлена на такой высоте, что при повороте вала кожаная прокладка прижимается к нижней плоскости наборных шаблонов.
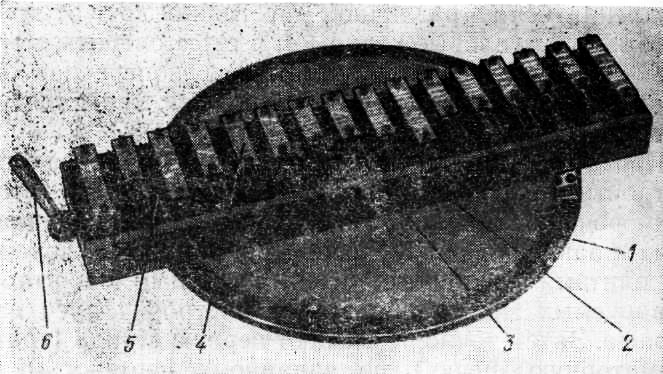
Рис. 6. Приспособление для закрепления наборных шаблонов Весьма важной особенностью приспособления, практически обеспечивающей его работоспособность, является наличие на нижней поверхности наборных шаблонов ребер шириной 0,6—1 мм. Суммарная ширина ребер на шаблоне не должна превышать 2—3 мм. При повороте эксцентрикового вала эти ребра вдавливаются в кожаную прокладку и надежно фиксируют положение шаблона в пазу корпуса, одновременно компенсируя погрешность расположения его по высоте. Ребристая поверхность примерно на 90 % снижает усилие, необходимое для зажима шаблонов. Закрепление приспособления на столе осуществляется винтами 4. Для установки между наборными шаблонами требуемого расстояния служит миллиметровая шкала 8. Данное приспособление может применяться на станках с пантографом любой системы и обеспечивает повышение производительности труда в 5—6 раз. Копир для гравирования шкал. Для гравирования шкал используют универсальный копир, состоящий из основания, на наружной выточке которого закреплена кольцевая градуированная шкала и линейка, свободно вращающаяся относительно основания и упоров. Недостатком этого копира является необходимость переналадки и специальной настройки перед гравированием. В целях повышения производительности труда предложен копир, общий вид которого изображен на рис. 7. На основании закреплен нониусный диск и смонтирован копирный рабочий диск, имеющий большую и малую шкалы с многоступенчатыми копирными рисками. Они представляют собой гравированные на шкалах копирного рабочего диска углубления различной длины и глубины, расположенные по одной осевой линии. Копирный рабочий диск поворачивается вокруг оси и фиксируется винтом.
Рис. 7. Копир для гравирования шкал При гравировании шкалы поступают следующим образом. Копир основанием вдвигается в паз копирного стола и закрепляется с помощью винтов. Нулевую риску копирного рабочего диска совмещают с нулевой риской нониусного диска или любой другой в зависимости от цены деления шкалы. Поднимая или опуская копирный палец пантографа на различную глубину, можно, используя один копир, гравировать риски различной длины. Малая копирная шкала предназначена для непосредственного гравирования изделий, при этом можно наносить риски различной длины без переналадки, заключать шкалы в дуги и окружности, изготовлять шкалы с рисками в виде точек. Вращая большую копирную шкалу диска вокруг оси, можно нанести первую риску как по осевой линии, так и со смещением на несколько градусов. Применение копирного рабочего диска с двумя шкалами и многоступенчатыми рисками позволяет отказаться от установления специальных копиров, а также исключает необходимость специальной разметки. Копир для нанесения делений и цифр на круглые и дуговые шкалы. Многие детали требуют одновременного (с одной установки) нанесения на свою поверхность делений, буквенного текста, цифр и знаков. Эту операцию осуществляют обычно механическим путем на станке с пантографом. В каждом отдельном случае изготовляют соответствующий копир, который закрепляют на копириом столе пантографа, после чего производят гравирование на детали. При необходимости нанесения текстов или отдельных слов, а также многозначных чисел, расположенных по прямой линии, в пазы копирного стола вставляются наборные шаблоны, после чего производят гравирование. Для сокращения времени настройки пантографа при изготовлении круговых и дуговых шкал был разработан универсальный копир. Он позволяет гравировать риски и цифры с одной установки заготовки на станке. Универсальный копир может быть использован на станке с пантографом любой системы. Он закрепляется на копирном столе пантографа и позволяет выполнять многие гравировальные работы без изготовления специальных копиров, а также дает возможность при нанесении на детали цифр, буквенных текстов и знаков гравировать их при помощи готовых наборных шаблонов, причем под различными углами относительно оси гравируемой шкалы (например, при расположении цифр по окружности или прямолинейно, как на циферблатах).
Рис. 7. Наборные шаблоны в копирном столе пантографа
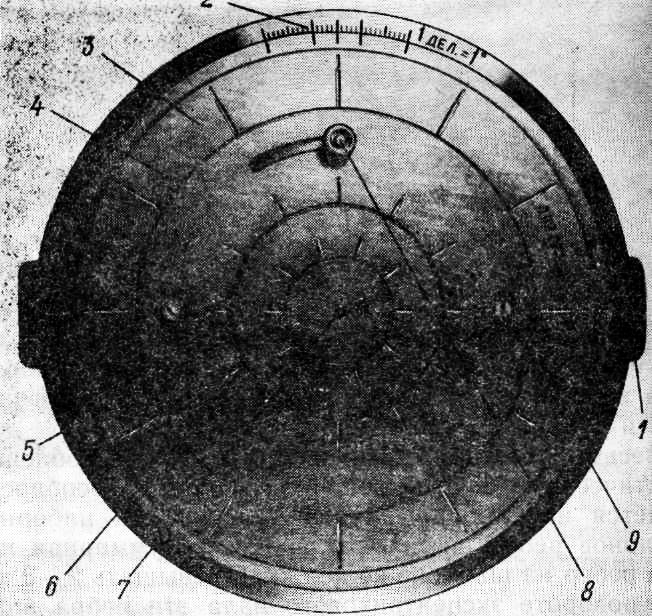
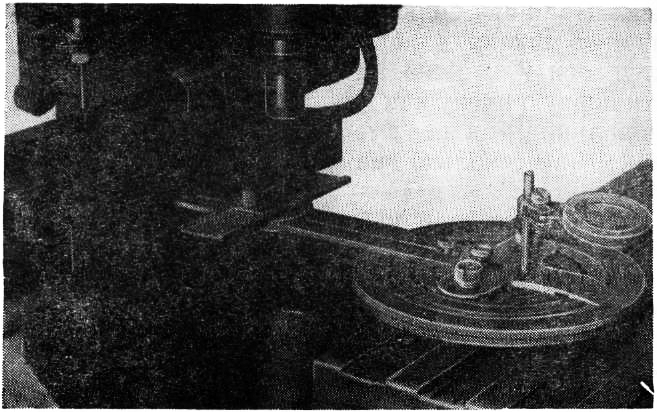
Рис. 8. Универсальный копир на станке с пантографом Универсальный копир состоит из основания, на наружной выточке которого закреплена кольцевая градуированная шкала с двойной оцифровкой (для отсчета как по часовой стрелке, так и против нее), которая может быть повернута и зафиксирована в любом нужном положении при помощи двух прижимов, расположенных по одной оси. В центральное отверстие основания посредством осевой втулки, установленной по скользящей посадке, вмонтирована ли нейка. Линейку можно свободно вращать вместе с осью относительно основания и закреплять в любом положении двумя гайками, навинченными на винты, головки которых входят в Т-образный кольцевой паз основания.
Рис. 9. Универсальный копир для нанесения делений и цифр на круглые и дуговые шкалы Линейка также имеет Т-образный паз, вдоль которого нанесены миллиметровые деления. В этот паз вставлены ограничительные упоры. Указатели упоров, сопрягающиеся с делениями линейки, выполнены по радиусу, равному половине диаметра ощупывающего пальца, что позволяет легко настраиваться на нужную длину гравируемых штрихов без введения поправки на диаметр пальца. Упоры могут перемещаться вдоль линейки с последующим закреплением гайками. На одном конце линейки имеется нониус, который для лучшего сопряжения и отсчета дробных делений на кольцевой шкале выполнен в одной плоскости с последней. Отсчет по нониусу осуществляется с помощью лупы, установленной на кронштейне. На другом конце линейки для нанесения на окружностях различных знаков закреплено дополнительное устройство в виде каретки, которую также можно передвигать вдоль линейки и закреплять в любой ее точке в пределах длины прорези Т-образного паза. На каретке при помощи винта установлена планка с пазом типа ласточкина хвоста для установки и закрепления зажимными планками с винтами буквенных и цифровых наборных шаблонов, при помощи которых гравируются знаки на шкалах. Планку можно поворачивать вокруг ее оси. Отсчет угла поворота производят по шкале, нанесенной на поверхность каретки. При необходимости установки под каким-либо углом относительно линейки планка может быть закреплена в любом нужном положении. Настройка универсального копира заключается в следующем: направляющую планку копира вставляют в один из пазов копирного стола и закрепляют в нужном положении винтами. В соответствии с заданным масштабом гравирования настраивают плечи пантографа, после чего ощупывающий палец станка совмещают с центром вращения линейки, вставляя его в отверстие, а резец-фрезу устанавливают по центру заготовки будущей круговой или дуговой шкалы, закрепленной на рабочем столе станка. Отверстие выполнено так, что вставленный в него конец ощупывающего пальца не может самопроизвольно соскальзывать в паз линейки, поэтому отпадает необходимость в придерживании его рукой, что очень удобно при настройке. Однако при необходимости, вертикально перемещаясь, палец легко передвигается из центрального отверстия по пазу линейки. С учетом длины штриха, наносимого на шкалу, устанавливают расстояние движения ощупывающего пальца вдоль прорези линейки путем ограничения его хода упорами. Эта величина тесно связана с масштабом настройки плеч пантографа. Например, если плечи пантографа настроены в масштабе 1:2, то для получения на шкале штриха длиной 10 мм ход ощупывающего пальца в прорези линейки должен быть равен 20 мм. Когда универсальный копир настроен, затачивают резец-фрезу и зажимают ее в шпинделе пантографа. Этим заканчивается настройка копира в сочетании с пантографом. Приступая к нанесению делений, палец-щуп вставляют в прорезь линейки между упорами и после включения вращения шпинделя гравируют первое (нулевое) деление. Затем, освободив линейку универсального копира и вместе с ней ощупывающий палец пантографа, поворачивают ее на нужный угол (по заданной цене деления), закрепляют винтами и гравируют следующее деление. Эту операцию повторяют до тех пор, пока не будет отгравирована вся шкала. Сначала гравируют все длинные деления по окружности, затем средние и малые. Универсальный копир позволяет осуществлять гравирование цифр и других обозначений на шкалах с одной установки. Для этого после полного окончания гравирования рисок шкалы упоры сдвигают в нерабочее положение, т. е. к центру вращения линейки. В паз планки устанавливают наборный цифровой шаблон (или ряда шаблонов) и закрепляют его двумя зажимными планками при помощи винтов. Если число целых делений не превышает 9, то каждая цифра должна быть установлена в планке и закреплена упорами так, чтобы ось симметрии проходила через ось паза линейки. Если деление обозначается двузначным числом, то средняя линия между двумя цифрами явится осью симметрии, которая должна совпадать с осью симметрии паза линейки. Это условие остается в силе и для других многозначных чисел. При использовании универсального копира для нанесения цифр, букв и других знаков последние могут быть отгравированы под любым углом относительно рисок гравируемой шкалы. Перемещая ощупывающий палец по соответствующей конусной выемке на наборном шаблоне, закрепленном в планке, при определенном зафиксированном положении линейки на обрабатываемой детали получают против ранее гравируемой риски любую цифру, например 0. Заменив наборный шаблон с цифрой 0 следующим шаблоном, например с числом, закрепив его надлежащим образом в планке, устанавливают нулевую риску нониуса линейки 3 против числа 10 на шкале. Перемещением ощупывающего пальца по вновь установленному шаблону получают под соответствующей риской на обрабатываемой детали число 10. Таким образом, сменой необходимых наборных шаблонов и установкой линейки на заданный угол деления шкалы получают на обрабатываемой детали всю необходимую оцифровку. С помощью универсального копира можно гравировать круглые и дуговые шкалы диаметром от 20 до 250 мм с любой ценой деления, различной длиной, шириной, глубиной рисок, а также и оцифровывать их. На шкалах и других деталях указанных диаметров можно гравировать окружности, дуги и дуговые и прямые стрелки, вырезать круговые заготовки в указанных пределах и многое другое. На рис. 10 показаны примеры граверных работ, которые можно выполнять при помощи универсального копира (в комплексе с граверным станком) без применения каких-либо специальных шаблонов или копиров. Главное преимущество универсального копира заключается в том, что с его помощью можно производить гравирование на готовых приборах и на деталях, которые нельзя установить ни на делительную головку, ни на стол делительной машины. Кроме того, на универсальном копире можно быстро изготовить любой круговой или дуговой копир, необходимый при гравировании шкал массового производства и стандартного типа. Универсальный копир позволяет также производить гравировку делений на шкалах, которые имеют предварительную наметку, т. е. тарировку. К копиру для нанесения делений и цифр предложена приставка. Диапазон возможных работ универсального копира в комплексе с приставкой весьма широк. Используя его, можно получить прямые и дуговые стрелки (без применения обычных копиров) различной длины, конфигурации, размера головок, углом охвата и радиусом. Приставка к универсальному копиру состоит из прямоугольной пластины, в средней части которой имеется квадратное отверстие и два круглых отверстия для закрепления гайками копира. По всей длине с обратной стороны приставка имеет выступ, соответствующий по ширине пазу линейки универсального копира и пригнанный к нему по скользящей посадке. На рабочей поверхности приставки имеются многоступенчатые копирные элементы. Они расположены так, что позволяют гравировать в любую из сторон острие головки прямых и дуговых стрелок.
Рис. 10. Примеры использования универсального копира на изделиях Применяя приставку, сначала отвинчивают гайки упоров универсального копира, смыкают упоры, а выступ приставки вставляют в паз линейки копира. При этом упоры входят в квадратное отверстие приставки, а их винты — в отверстия копира. Винты завинчиваются гайками. Для гравирования прямой стрелки ослабляют гайки, затем приставку временно смещают в любую сторону и гравируют линию будущей стрелки нужной длины перемещением ощупывающего пальца пантографа в пазе линейки универсального копира. После этого подводят копирный элемент, закрепляют гайки и гравируют головку стрелки. Длина стрелок может иметь любой размер в пределах длины паза линейки. Для того чтобы гравировать дуговые стрелки с головками, имеющими различное направление и размеры, приставка может двигаться вдоль линейки копира, а линейка вместе с ней — вращаться вокруг своей оси. Приступая к работе, от центра вращения универсального копира по линейке, имеющей миллиметровую шкалу, замеряют необходимый размер радиуса, закрепляют копирный палец пантографа при помощи упоров и гравируют дугу согласно чертежу. После того подводят копирный элемент приставки к краю полученной дуги и гравируют головку стрелки требуемого размера. Таким образом, приставка для гравирования стрелок в комплекте с линейкой делительного копира может двигаться прямолинейно и по дуге. Благодаря приставке для гравирования стрелок резко возросли технологические возможности универсального копира, что в свою очередь повлияло на повышение производительности труда граверов. Опыт показал, что при помощи копира можно гравировать наборные шаблоны больших размеров, например с высотой знака 50— 60 мм. Следует отметить также то, что универсальный копир значительно расширяет возможности копирного стола пантографа. Иногда для полного окончания той
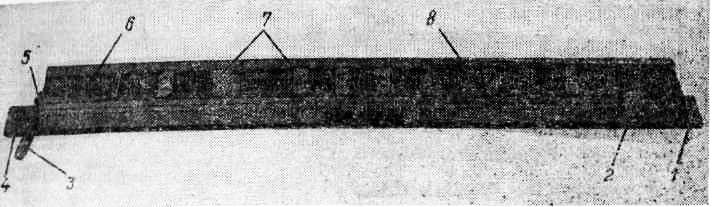
Рис. 11. Универсальный копир для гравирования прямых и дуговых стрелок Копир состоит из прямоугольного основания, В центре которого выполнена прямая копирная канавка (под углом 60°) с метрической шкалой. Параллельно этой канавке выфрезерован Т-образный сквозной паз, в котором расположен сухарик, имеющий прямолинейно-возвратное движение. Сухарик является одновременно копирным элементом и упором, ограничивающим в заданных пределах ход ощупывающего пальца пантографа. С правой стороны основания установлен вра щающийся диск 6, на котором выгравированы ко-пирные элементы в виде сменных головок различной конфигурации для прямых стрелок. На этом диске выполнены также копирные элементы разного радиуса для дуговых стрелок с головками различной формы и размера. На диске 6 установлен поворотный копирный элемент и упор, закрепляемый стопорной гайкой. Пользование универсальным копиром для гравирования прямых стрелок заключается в следующем. Копир закрепляют на копирном столе пантографа в нужном месте и положении. Затем гайкой устанавливают и закрепляют сухарик вдоль шкалы и ко-пирной головки в зависимости от длины предполагаемой гравировки стрелки. Например, если требуется отгравировать стрелку длиной 31 мм (при настройке плеч пантографа 1:2), то сухарик закрепляется на 62 мм шкалы копирной канавки без учета длины хвоста, так как в этом положении он служит упором, т. е. ограничивает движение копирного пальца пантографа. При необходимости гравирования стрелки с хвостом копирный элемент включается в общую длину подлежащей гравированию стрелки и устанавливается своим краем на 62 мм. Ослабив гайку, вращают диск до совпадения головки стрелки нужной формы и размера с копирной канавкой, после чего диск закрепляется. Этим заканчивается настройка копира. Таким образом, изменяя длину копирной канавки при посредстве сухарика и сопрягая с канавкой нужную головку путем поворота (с последующим закреплением) диска, можно получить тот или иной размер и нужную форму копира для гравирования прямой стрелки. Рассмотрим наладку универсального копира для гравирования дуговых стрелок. Здесь основная работа выполняется с помощью диска и упора. В зависимости от необходимого радиуса, угла, формы и направления стрелки в каждом отдельном случае во взаимодействии диска, упора и стопорной гайки можно настроить копир для любого из вышеупомянутых вариантов. Например, если нужно гравируемой стрелкой показать направление вращения против часовой стрелки, то диск с выбранной головкой поворачивают влево, а упор закрепляют с правой стороны, и наоборот, если стрелка направлена по часовой стрелке. Универсальный копир для гравирования прямых и дуговых стрелок прост в изготовлении и весьма эффективен в работе. Он быстро переналаживается, исключает затраты материала на изготовление копиров, экономит рабочее время. Прибор для нанесения делений и цифр на продольных шкалах. Изготовление неравномерных по цене делений продольных шкал довольно сложно, в особенности в опытном производстве. Для этого, несмотря на малое число гравируемых шкал (2—3 шт.), в каждом отдельном случае изготовляют специальные копиры, устанавливают их на копирном столе пантографа и, настроив его, гравируют продольную шкалу. После нанесения рисок на шкалу гравируют цифры, предварительно перестроив пантограф и применив цифровые наборные шаблоны. Метрические деления продольных шкал с равным шагом и с различной ценой деления могут быть нанесены на специальных продольноделительных машинах, описанных ранее.
Рис. 12. Прибор для нанесения делений и цифр на продольных шкалах Все эти способы имеют следующие существенные недостатки: Универсальный прибор для нанесения рисок и цифр на продольных шкалах состоит из корпуса с пазом по всей длине типа ласточкина хвоста для установки и перемещения штриховых планок. Штриховые планки имеют на своих концах нониус -ную риску, которая необходима при установке для сопряжения ее с рисками микрометрической линейки. Сопряжение производят с помощью лупы. Для установки штриховых планок параллельно друг другу применяется установочный угольник, который скользит по плоскости, перпендикулярной штриховым планкам. После выверки установочным угольником параллельности штриховых планок их закрепляют поворотом ручки, связанной с эксцентриковым валом. Вал действует на призматический прижим с наклеенной на него кожаной прокладкой, дифференцирующей равномерное давление по всей длине расположения штриховых планок. В зависимости от чертежа изделия плечи пантографа настраивают на нужный масштаб, устанавливают и закрепляют прибор на копирном столе пантографа. Поворотом ручки освобождают штриховые планки и расставляют их по микрометрической линейке согласно требованиям чертежа гравируемого изделия. Параллельность расставленных штриховых планок выверяют установочным угольником, а совпадение нониусной риски на концах штриховых планок с нужным делением микрометрической линейки контролируют при помощи лупы. С поворотом ручки эксцентриковым валом и прижимной призмой с кожаной прокладкой закрепляют в рабочем положении штриховые планки. Ощупывающий палец пантографа вставляют в канавки штриховых планок, являющиеся универсальными копирами для делений будущей шкалы, и производят гравирование. Цифры или другие знаки гравируют по обычным наборным шаблонам, также заранее выверенным по нониусной риске и закрепленным у соответствующих штриховых планок на наборной планке. Наборную планку можно перемещать в поперечном направлении относительно корпуса и закреплять винтами и гайками в пазах, вы-фрезерованных для этой цели в корпусе, чем и обеспечивается при гравировании шкал различное расстояние между гравируемыми рисками и цифрами шкалы. Если производят гравирование тарированных (заранее размеченных) продольных шкал, то устанавливают прибор путем сопряжения резца-фрезы пантографа с разметкой на детали, а ощупывающего пальца — со штриховыми планками и цифровыми наборными шаблонами. После закрепления на приборе копир-ных элементов приступают к гравированию. Для гравирования продольных шкал с иной ценой деления поворачивают ручку в нерабочее положение, т. е. на себя, и заново настраивают прибор в порядке, описанном выше. Когда требуется гравировать значительное число продольных шкал, универсальный прибор еще более увеличивает производительность труда, так как он позволяет очень быстро изготовить один копир на всю партию изделий. Прибор обеспечивает точность 0,05 мм, что значительно превышает обычно требуемую точность. Опытный образец применяется на заводе. Приставка к копирному столу для гравирования крупногабаритных панелей. Габаритные размеры панелей, гравируемых на существующих станках, обычно ограничиваются размерами рабочего стола пантографа. Когда же в процессе гравирования требуется подвинуть деталь в ту или иную сторону, выясняется, что в одном случае панель упирается в копирный стол, а в другом — в консоль станка. Если же деталь разместить частично и на копирном столе, то она закроет наборные шаблоны, по которым движется ощупывающий палец пантографа. Все это приводит к тому, что часть знаков приходится гравировать вручную. При этом производительность и качество труда резко снижаются. Необходимо было разработать такое приспособление, которое позволяло бы производить гравирование крупногабаритных панелей без реконструкции станка. Решить эту задачу позволило консольное расположение наборных шаблонов или копиров над деталью, для чего была разработана оригинальная приставка к копирному столу. Приставка состоит из основания, имеющего в сечении форму ласточкина хвоста, с винтами крепления и двумя колонками, на которых установлена рама с втулками, закрепляемая винтами. Рама может устанавливаться на высоте, равной длине колонок. На верхней плоскости рамы на различном расстоянии друг от друга могут быть установлены кассеты для наборных шаблонов. С этой целью на раме предусмотрены два продольных Т-образных паза, в которых помещаются зажимные винты.
Рис. 13. Приставка к копнрному столу для гравирования ка крупногабаритных деталях
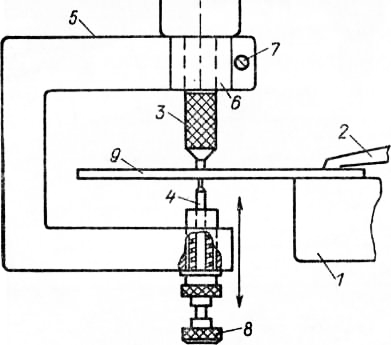
Рис. 14. Установка приставки на копирном столе Для выполнения граверных работ на крупногабаритных панелях рабочий и копирный столы станка устанавливают в одной плоскости. Деталь размещается на обоих столах, а в одном из пазов копирного стола устанавливается и закрепляется приставка. При этом ее рама располагается над деталью. Таким образом, вся поверхность панели становится доступной для гравирования. Применение приставки значительно расширило технологические возможности гравировального станка и в 5—6 раз повысило производительность труда при отличном качестве работы. Приспособление для гравирования знаков в зеркальном изображении. Для гравирования знаков в зеркальном изображении в каждом конкретном случае изготовляют специальный копир. На его изготовление приходится тратить материал и рабочее время. При этом копир, как правило, используется 1—2 раза. Для уменьшения затрат рабочего времени и расхода материала на изготовление указанных копиров было разработано и внедрено в производство простое по конструкции приспособление. Это приспособление полностью исключает изготовление копиров. С его помощью можно производить любые плоскостные работы независимо от силуэта рисунка, так как его конструкция позволяет производить граверные работы с прямого копира, зеркальное изображение, а с зеркального — прямое. Приспособление состоит из П-образной скобы, подпружиненного ощупывающего пальца, трейсерного узла с ручкой и крепежного винта. Верхняя часть скобы имеет разрезную втулку, при помощи которой крепится к ощупывающему пальцу винтом. Его применение заключается в следующем: на копирном столе закрепляют копир при помощи прижима. Копир устанавливается так, что его рабочая поверхность находится за пределом копирного стола пантографа. Ощупывающий палец с закрепленным на нем приспособлением подводят к копиру так, чтобы он находился над копиром, а подпружиненный ощупывающий палец приспособления — под ним. Для этого ручка оттягивается вниз для введения между ними копира. Ввиду того, что ощупывающие пальцы пантографа и приспособления установлены и работают соосно, прогибание копира в любой его точке исключено. Основной палец используется лишь для передвижения всего исполнительного органа. Во время гравирования правой рукой передвигают ощупывающий палец (по копиру сверху), а левой переставляют (последовательно) с одного знака на другой ощупывающий палец. Для этого соответственно оттягивают ручку вниз и опускают ее для введения в выемку следующего знака копира и т. д.
Рис. 15. Приспособление для гравирования знаков в зеркальном изображении В тех случаях, когда копир имеет большие габаритные размеры, скобу 5 следует изготовлять длиной 300—400 мм, что полностью обеспечит работу с вышеупомянутыми размерами копиров. Приспособление повышает производительность труда, экономит материал и облегчает работу гравера. Реклама:Читать далее:Универсальная оснастка для рабочего столаСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|