|
|
Категория:
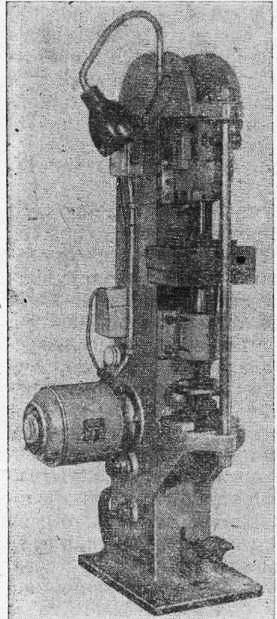
Граверное дело Клеймение штамповкой. Иногда в граверном производстве возникает необходимость в изготовлении всевозможных пуансонов, штампов и клейм для тиснения товарных знаков, фабричных марок и других обозначений. Операцию по тиснению производят обычно на прессах различных систем (рис. 1). В верхней части колонны пресса смонтирована кулачковая головка, имеющая специальное отверстие для хвостовика, в котором с помощью винта устанавливается и закрепляется тот или другой штамп. Вертикальные перемещения головки в верхних направляющих осуществляются контрприводом, связанным через системы зубчатых колес с электродвигателем, а рабочего стола —винтом. Отсчет величины перемещения рабочего стола производится по метрической линейке, которая закреплена на передней части стола (параллельно валу). Вращением маховика по часовой стрелке рабочий стол пресса перемещается в верхнее положение, вследствие чего заготовка быстро подводится до соприкосновения с рабочей частью клейма. До пуска пресса включают местное освещение, состоящее из электрической лампы, закрепленной в верхней части станины, гибкий шланг которой дает возможность устанавливать ее в любом удобном для работы положении. Затем включают электродвигатель и оставляют его в этом состоянии на все время работы пресса. Пуск пресса производится при помощи ножной педали с рифленой поверхностью. Для удобства и ускорения настройки пресса на его рабочем столе смонтировано и закреплено универсальное приспособление для установки деталей различных профилей, размеров и толщины. Конструкция этого приспособления позволяет при необходимости передвигать закрепленную на нем деталь в продольном или поперечном направлении и* вокруг своей оси, что очень важно для ускорения настройки пресса при маркировке сложных деталей.
Рис. 1. Кулачковый пресс с универсальной оснасткой
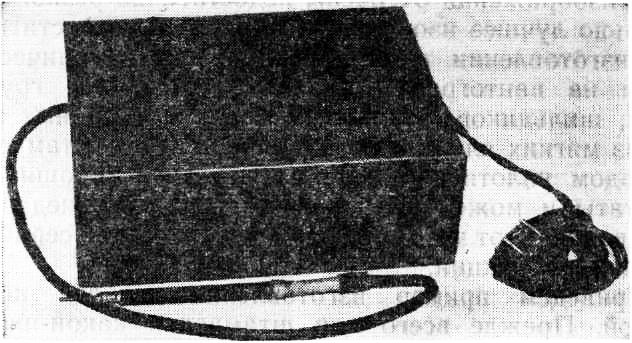
На этом прессе можно получить изображение на шильдиках, шкалах и т. д. углубленным «в нутро» и выпуклым (рельефным). Углубленное изображение штрихов, букв, цифр и знаков наносится на заготовку путем оттиска со специально изготовленного для этой цели стального штампа, имеющего соответствующее выпуклое изображение. Шкалы, шильдики и другие детали с выпуклым изображением, изготовляемые методом штамповки, получаются недостаточно хорошего качества, так как изображения имеют не резко очерченные овальные границы. Значительно лучшее изображение может быть достигнуто при изготовлении шкал и шильдиков травлением или механическим путем на пантографе. Однако изготовление грубых шкал, шильдиков, различных марок и товарных знаков из мягких алюминиевых сплавов путем штамповки (методом уплотнения материалов) дает хорошие результаты и может быть рекомендовано к внедрению на заводах. Этот метод особенно приемлем при серийном выпуске продукции. Приведем пример изготовления деталей путем уплотнения материалов (штамповки). Прежде всего для штамповки какой-нибудь фабричной марки изготовляют стальной штамп с выборкой рисунка «в нутро»; при этом следует обращать внимание на чистоту и резкость контура рисунка и поверхности штампа. Убедившись, что штамп изготовлен правильно, его подвергают термической обработке и шлифуют будущие выпуклые части. Таким образом, при штамповке деталей методом уплотнения материала сам рисунок фабричной марки получится матовым, а поле — глянцевым, что придает детали, изготовленной таким методом, красивый внешний вид. Накатывание знаков на детали. Накатывание и вальцевание применяют в технике при изготовлении ряда изделий. Методом накатывания можно наносить на заготовках штрихи, цифровые и буквенные обозначения и т. д. Делается это с помощью специальных приспособлений и вальцевальных машин. Иногда приспособлениями для накатывания пользуются, применяя их на обычном токарном станке. В этом случае приспособление с цилиндрической цифровой матрицей устанавливают и закрепляют на суппорте станка (вместо резца), а деталь — на соответствующей оправке в патроне. При сближении матрицы в детали (оси которых должны быть параллельны) путем поперечного перемещения суппорта на необходимую величину происходит процесс накатывания знаков на детали. Особенно эффективен метод накатывания при применении металлических цифровых колес (барабанов) на предприятиях массового производства, например на заводах, где изготовляют кассовые аппараты. Для накатывания некоторых деталей, изготовленных из мягкого металла, иногда применяют плоские матрицы. Деталь надевается на ролик соответствующего диаметра, свободно вращающийся на цилиндрической оси. Матрица устанавливается на салазках на высоте, необходимой для заданной глубины накатки, и закрепляется болтами. Во время перемещения матрицы элементы ее вдавливаются в поверхность заготовки, одновременно вращая ее. Электроискровое клеймение деталей. Кроме механического, химического и других методов гравирования и клеймения различных деталей за последнее время находит применение электроискровое клеймение некоторых стальных, латунных и других деталей путем применения специальных электроискровых .установок. Метод электроискрового клеймения различных деталей является эффективным на предприятиях крупносерийного и массового производства, где требуется производить клеймение большого числа деталей с одинаковыми рисунками или обозначениями. В деталях же, в которых надо клеймить порядковые номера или другие сменные знаки, электроискровой метод теряет свой смысл и является непродуктивным из-за частой смены электрода-инструмента. Для клеймения порядковых или сменных номеров, букв или цифр электроискровым методом применяют электроискровой карандаш. Пользование этим прибором требует от рабочего известного навыка и аккуратности, так как четкость, правильность и красота надписи полностью зависит от его умения. Электроискровой карандаш состоит из диэлектрического корпуса размером 100×200×300 .мм с верхней гладкой латунной поверхностью толщиной 100 мм, которая служит для установки гравируемой детали. Внутри корпуса смонтированы детали электрической схемы. Ручка с электродом-инструментом связана с прибором эластичным шлангом, имеющим на своем конце цанговый держатель-зажим для закрепления заостренного медного электрода-инструмента (карандаша). Недостатком электрического карандаша является быстрое нагревание во время работы его ручки с электродом-инструментом, вследствие чего необходимо частое охлаждение, замедляющее процесс электрогравирования. Работа с прибором производится следующим образом. Прибор включается в сеть переменного тока напряжением 127 или 220 В. Гравируемая деталь плотно устанавливается на его поверхности для осуществления контакта, необходимого для надежной работы прибора. После проверки и, если требуется, заправки электрода-инструмента приступают к нанесению букв или цифр. Иногда для симметричности расположения знаков на деталях делают предварительную разметку штангенциркулем или черным карандашом. С приближением электрода-инструмента к поверхности обрабатываемой детали происходит беспре-. рывное обильное искрение, вследствие чего при передвижении инструмента по контуру знака на детали происходит выжигание темного следа.
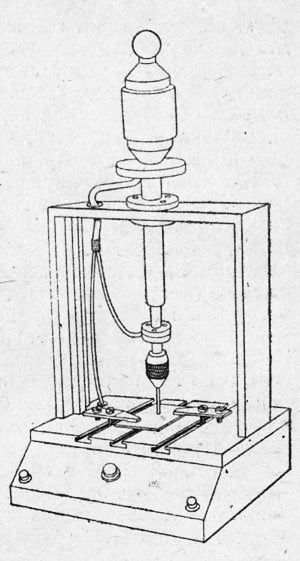
Рис. 2. Электроискровая установка
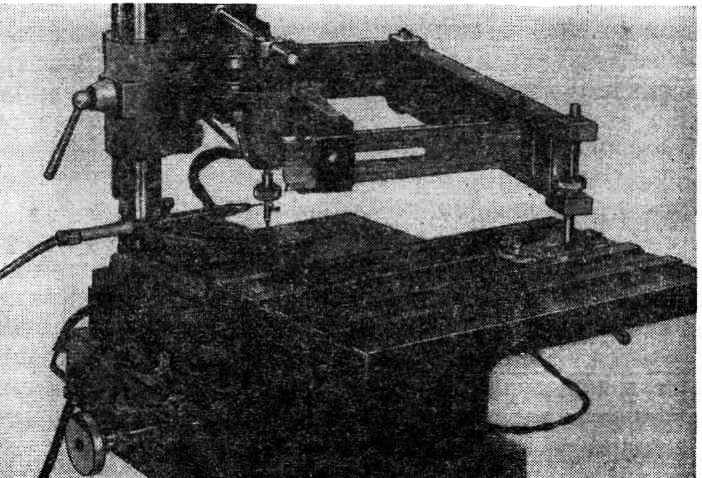
Повышения производительности труда и улучшения качества электрогравирования добиваются закреплением электроискрового карандаша в шпинделе пантографа вместо резца. При этом гравирование производится обычными приемами по наборным буквенным и цифровым шаблонам или по копирам без вращения шпинделя. Такой способ применения электроискрового карандаша эффективен, во-первых, потому что при нагревании ручки электрода-инструмента исчезла необходимость затраты времени на ее охлаждение; во-вторых, качество электрогравирования резко улучшилось за счет механизации данного процесса. Это обстоятельство в какой-то мере устранило зависимость качества электрогравирования от квалификации рабочего. Знаки, получаемые при помощи пантографа и набора шаблонов, приобрели необходимую симметричность и не требуют для этого разметки. В процессе электрогравирования рабочий конец электрода-инструмента-, зажатого в патроне приспособления, от беспрерывного искрения обгорает и требует частой заправки. Для этого нет необходимости вынимать его из патрона, а достаточно лишь отвести ручку электроискрового карандаша от приспособления, включить привод шпинделя и, приложив к вращающемуся электроду напильник, заправить его рабочий конец: После заправки электрода-инструмента на приспособлении к нему подключают питание от прибора и продолжают электрогравирование. Электроискровые установки представляют для предприятий известный практический интерес. Электроискровой метод клеймения деталей простыми знаками с помощью описанных установок позволяет снизить трудоемкость операций по клеймению. Электроискровая установка (рис. 2) состоит из корпуса, в котором смонтирована электрическая часть, стола и шпиндельной головки. На передней панели корпуса расположены две кнопки и сигнальная лампа. Установка включается только при одновременном нажиме на обе кнопки, которые удалены одна от другой настолько, что не могут быть включены одной рукой. Этим обеспечивается безопасность при работе (в момент включения установки обе руки заняты). На столе установлено приспособление, в котором закрепляется обрабатываемая деталь. Корпус, стол-и крепежное приспособление заземляются, что обеспечивает безопасность прикосновения к ним во время работы. Электрод-инструмент зажимают в патроне, соединенном через изолирующий фланец со штоком. Шток имеет скользящую посадку во втулке, которая находится на верхней полке рамки. Шток, выполненный из малоуглеродистой стали, служит якорем электромагнита, закрепленного на втулке. Для ручного подъема штока имеется эбонитовый шарик. Электромагнит при работе установки вызывает вибрацию электрода-инструмента: при этом между последним и деталью протекают электрические разряды. Искра разряда плавит и вырывает малую частицу металла, производя этим съем металла с поверхности детали. Электрод-инструмент может иметь в сечении форму цифры, буквы или сложного клейма с наружной рамкой. Электроды-инструменты для электроискрового клеймения изготовляют из листовой латуни марки JI62 или красной меди. Из листа вырезают полосы определенной ширины и протягивают через фильеры, имеющие форму нужного знака. Фильеры изготовляют путем выпиливания лобзиком в металлической пластинке профиля нужного знака. Некоторые виды электродов-инструментов можно изготовлять на пантографе (применяя резец без конуса) с последующей подправкой штихелями вручную; при этом глубина гравирования должна быть в пределах 2—5 мм, без конуса, как это делается в штампах для золототиснения. Клеймение изделий методом нагрева. В граверном производстве существуют различные штампы и клейма, рабочую часть которых нагревают. Горячие буквы штампа выжигают на материале изделия. Такой вид гравирования лучше всего производить на эластичных материалах — пластмассе, коже, дереве и т. д. В зависимости от материала изменяется и форма гребней (штриха) букв-или цифр штампа. Например, для горячего тиснения на коже рекомендуется изготовлять буквы штампа заостренными, а для работы по дереву — с плоской поверхностью гребня.
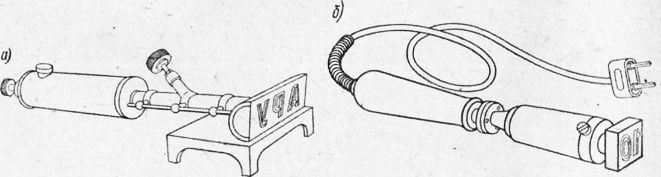
Рис. 3. Штампы для клеймения выжиганием
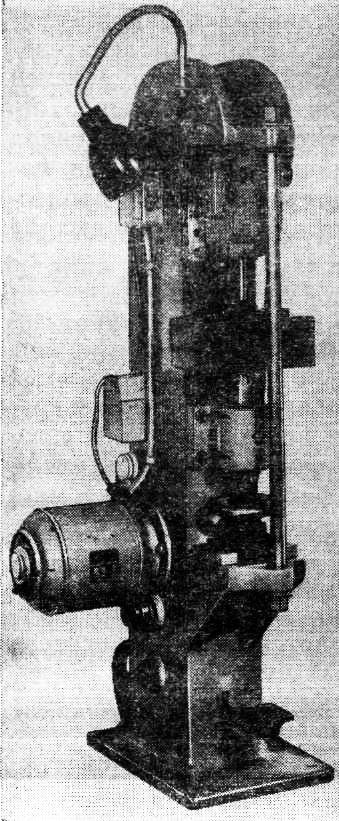
Прежде клеймение нагретыми штампами производилось весьма примитивным способом. Штамп с обозначениями вставляли в специальную-державку и нагревали на раскаленных углях. С развитием техники и приобретением опыта в этой отрасли граверного производства для штампов вместо простых державок были сконструированы более совершенные приспособления, улучшающие качество выжигания, значительно ускоряющие работу и повышающие производительность труда. Некоторые из них изготовлялись в виде портативной керосиновой форсунки (рис. 3, а). Однако самое широкое распространение получило приспособление с электрическим нагревом (рис. 3, б). Конструкция этого приспособления отличается простотой, выполнена по типу электрического паяльника с нихромовой намоткой для нагрева от электрической сети напряжением в 127 или 220 В. Из наружного конца ручки выходит электрический шнур с вилкой для включения в штепсельное гнездо сети, а на рабочем конце приспособления имеется зажимной винт для закрепления штампа. Конструкции электрических державок и державок с другими методами обогрева штампов выполняются универсальными, вследствие чего в них могут быть установлены штампы или клейма различных размеров и форм. Наряду с описанными выше конструкциями приспособлений для клеймения методом выжигания появились новые более современные и прогрессивные устройства, представляющие собой системы с повышенной универсальностью и надежностью в эксплуатации. Эти устройства резко отличаются от предыдущих тем, что электрический шнур от конца ручки до штепсельной вилки выполнен спирально, что очень удобно в работе. Кроме того, вместо нихромовой намотки применен унифицированный керамический термоэлемент, который при необходимости легко и быстро может быть заменен. Питание подается от электросети напряжением 127 или 220 В и регулируется при помощи реостата в широком диапазоне. Необходимость регулировки напряжения-вызвана тем, что детали, подлежащие тепловому клеймению, изготовляются из различных материалов, в том числе из пластмасс, а следовательно, степень нагрева клейма или штампа должна соответственно изменяться в зависимости от материала детали. Например, если для детали из полистирола необходима температура нагрева штампа 50—60 °С, то для дерева она составляет 100—120 °С, а для карболита — 120—150 °С. Для нормальной работы и экономии электроэнергии при длительной эксплуатации устройства для клеймения выжиганием его оснащают автоматическим термовыключателем. — Пресс для клеймения и его оснастка. Нередко в граверном производстве возникает необходимость в изготовлении всевозможных пуансонов, штампов и клейм для тиснения товарных знаков, фабричных марок и многих других обозначений. Тиснение упомянутыми клеймами производят обычно на прессах различных систем. На рис. 4 показан кулачковый пресс фирмы «Уффельман», имеющий станину одноколонной конструкции. С левой стороны станины находится электродвигатель мощностью 1,1 кВт, снабженный механическим предохранителем, исключающим поломку или повреждение пресса при перегрузках. В верхней части колонны смонтирована кулачковая головка пресса, имеющая специальное отверстие для хвостовика, в котором с помощью винта устанавливается и закрепляется тот или иной штамп. Вертикальное движение головки в верхних направляющих осуществляется контрприводом, связанным через систему зубчатых колес с электродвигателем. Вертикальное перемещение рабочего стола пресса осуществляется при помощи вертикального винтового вала с закрепленным в нижней его части маховиком. Отсчет величины перемещения рабочего стола производится по установленной в вертикальном положении метрической линейке, которая закреплена на передней части стола (параллельно валу). Настройка глубины тиснения производится путем вертикального перемещения рабочего стола пресса с учетом толщины подлежащей клеймению заготовки. С вращением маховика по часовой стрелке рабочий стол пресса перемещается в верхнее положение, вследствие чего заготовка быстро подводится до соприкосновения с рабочей частью клейма. До пуска пресса включается местное освещение, состоящее из электролампы, закрепленной в верхней части станины, гибкий шланг которой дает возможность устанавливать ее в любом удобном для работы положении. Затем включают электродвигатель. В процессе работы пресса электродвигатель непрерывно работает. Включение пресса производится при помощи ножной педали с рифленой поверхностью. Для удобства и ускорения настройки пресса на его рабочем столе смонтировано и закреплено универсальное приспособление для установки деталей различных профилей, размеров и толщин. Конструкция этого приспособления позволяет при необходимости передвигать закрепленную на нем деталь в продольном или поперечном направлении и вокруг своей оси, что очень важно при маркировке сложных деталей. На прессе для клеймения можно получить изображение на деталях углубленным («в нутро») и выпуклым (рельефным). Углубленное изображение штрихов, букв, цифр и знаков получают путем оттиска со специально изготовленного для этой цели стального штампа, имеющего соответствующее выпуклое изображение. У шкал, шильдиков и других деталей с выпуклым изображением, изготовляемых методом штамповки, границы изображения очерчены недостаточно резко. Значительно лучшее изображение может быть достигнуто при изготовлении их травлением или механическим путем на пантографе. Однако изготовление грубых шкал, шильдиков, различных марок и товарных знаков из мягких алюминиевых сплавов путем штамповки (методом уплотнения материалов) дает хорошие результаты и может быть рекомендовано к внедрению на заводах. Этот метод особенно приемлем при серийном выпуске продукции.
Рис. 4. Кулачковый пресс с универсальной оснасткой для установки деталей Приведем пример изготовления деталей штамповкой. Прежде всего для штамповки какой-нибудь фабричной марки изготовляют стальной штамп с выборкой рисунка «в нутро»; при этом следует обращать внимание на чистоту и резкость контура рисунка и поверхности штампа. Убедившись, что штамп изготовлен правильно, его подвергают термической обработке, шлифуют «как чисто», так как контур рисунка на штампе оформляет будущие выпуклые части изделия, а поверхность — поле. Таким образом, при штамповке деталей методом уплотнения материала сам рисунок фабричной марки получится матовым, а поле — глянцевым, что придает детали красивый внешний вид. Накатывание знаков на детали. Методом накатывания можно наносить на заготовки штрихи, цифровые и буквенные обозначения и т. д. Делается это с помощью специальных приспособлений и вальцевальных машин. Иногда приспособления для накатывания применяют на обычном токарном станке. Приспособление с цилиндрической цифровой матрицей устанавливают и закрепляют на суппорте станка (вместо резца), а деталь — на соответствующей оправке в патроне. При сближении матрицы и детали (оси которых должны быть параллельны) путем поперечного перемещения суппорта на необходимую величину происходит процесс накатывания знаков на деталь. Особенно эффективен метод накатывания при применении металлических цифровых колес (барабанов) на предприятиях массового производства, например на заводах, где изготовляют кассовые аппараты. Для накатывания некоторых деталей, изготовленных из мягкого металла, иногда применяют плоские матрицы. Деталь надевается на ролик соответствующего диаметра, свободно вращающийся на цилиндрической оси.
Рис. 5. Электроискровой карандаш Матрица устанавливается на салазках на высоте, необходимой для заданной глубины накатки, и закрепляется болтами. Во время перемещения матрицы элементы ее вдавливаются в поверхность заготовки, одновременно вращая ее. Электроискровое клеймение деталей. В последнее время находит применение электроискровое клеймение некоторых стальных, латунных и других деталей путем применения специальных электроискровых установок. Метод электроискрового клеймения деталей эффективен на предприятиях крупносерийного и массового производства, где требуется производить клеймение больших партий деталей с одинаковыми рисунками или обозначениями. Если же в деталях надо изменять порядковые номера или другие знаки, электроискровой метод теряет свой смысл и является непродуктивным из-за частой смены электрода-инструмента. Для клеймения порядковых или сменных номеров, букв или цифр электроискровым методом применяют электроискровой карандаш. Пользование этим прибором требует от рабочего известного навыка и аккуратности, так как четкость, правильность и красота надписи полностью зависят от его умения. Электроискровой карандаш состоит из диэлектрического корпуса размерами 100X200X300 мм с верхней гладкой латунной поверхностью толщиной 10 мм, которая служит для установки гравируемой детали. Внутри корпуса смонтированы детали электрической схемы. Ручка с электродом связана с самим прибором эластичным шлангом, имеющем на своем конце цанговый держатель — зажим для закрепления заостренного медного электрода (карандаша). Недостатком электрического карандаша является быстрое нагревание во время работы его ручки с электродом-инструментом, вследствие чего необходимо частое охлаждение, замедляющее процесс электрогравирования. Работа с прибором производится следующим образом: прибор включают в сеть переменного тока напряжением 220 В. Гравируемую деталь плотно устанавливают на его поверхности. После проверки и, если требуется, заправки электрода-инструмента приступают к нанесению букв или цифр. Иногда для симметричного расположения знаков на деталях делают предварительную разметку штангенциркулем или черным карандашом. С приближением электрода-инструмента к поверхности обрабатываемой детали происходит беспрерывное обильное искрение, вследствие чего при передвижении инструмента по контуру знака на детали происходит выжигание темного следа. Был разработан и внедрен оригинальный метод применения электроискрового карандаша, обеспечивающий повышение производительности труда и во много раз улучшающий качество электрогравирования. Он заключается в том, что весь прибор устанавливается на рабочем столе пантографа с последующим закреплением. Затем ручка с электродом-инструментом вставляется в специальное приспособление, установленное в шпинделе пантографа вместо резца, и закрепляется в нем. При этом указанное приспособление служит электродом-инструментом, а шпиндель блокируется (закрепляется). Далее гравирование производится обычными приемами по наборным буквенным и цифровым шаблонам или по копирам без вращения шпинделя. Такой способ применения электроискрового карандаша эффективен, во-первых, потому, что при нагревании ручки электрода-инструмента исчезла необходимость затраты времени на ее охлаждение; во-вторых, качество электрогравирования резко улучшилось за счет механизации данного процесса. Это обстоятельство в какой-то мере устранило зависимость качества гравирования от квалификации рабочего. Знаки, получаемые при помощи пантографа и набора шаблонов, приобрели необходимую симметричность и не требуют предварительной разметки.
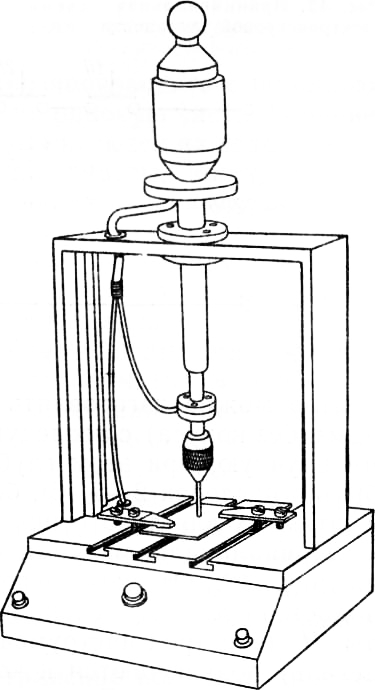
Рис. 6. Установка электроискрового карандаша на пантографе В процессе гравирования рабочий конец электрода, зажатого в патроне приспособления, от беспрерывного искрения обгорает и требует частой заправки. Для этого нет необходимости вынимать его из патрона, а надо лишь убрать ручку электроискрового карандаша от приспособления, включить вращение шпинделя и, приложив к вращающемуся электроду напильник, заправить его рабочий конец. После заправки электрода-инструмента на приспособлении к нему подключают питание от прибора и продолжают электрогравирование. Электроискровые установки УК-1 и УК-2, ВПТИ-электро представляют для предприятий известный практический интерес. Электроискровой метод клеймения деталей простыми знаками с помощью описанных установок позволяет снизить трудоемкость клеймения. Установка УК-1 состоит из корпуса, в котором смонтирована электрическая часть стола и шпиндельной головки. На передней панели корпуса расположены две кнопки и сигнальная лампа. Установка включается только при одновременном нажиме на обе кнопки, которые удалены одна от другой настолько, что не могут быть включены одной рукой. Этим обеспечивается безопасность при работе (в момент включения установки обе руки заняты). На столе установлено крепежное приспособление, в котором закрепляется обрабатываемая деталь. Корпус, стол и крепежное приспособление заземляются, что обеспечивает безопасность гравера во время работы. Электрод-инструмент закрепляют в патроне, соединенном через изолирующий фланец со штоком. Шток имеет скользящую посадку во втулке, которая закреплена на верхней полке рамки. Шток, выполненный из малоуглеродистой стали, служит якорем электромагнита, закрепленного на втулке. Для ручного подъема штока имеется эбонитовый шарик. Электромагнит при работе установки заставляет электрод-инструмент вибрировать; при этом между электродом-инструментом и деталью протекают электрические разряды. Искра разряда плавит и вырывает частицы металла, производя этим съем металла с поверхности детали. Электрод-инструмент может иметь в сечении форму цифры, буквы или сложного клейма с наружной рамкой. Электроды-инструменты для электроискрового клеймения изготовляют из листовой латуни марки Л62 или красной меди. Из листа вырезают полосы определенной ширины и протягивают через фильеры, имеющие форму нужного знака. Фильеры изготовляют путем выпиливания лобзиком в металлической пластинке профиля нужного знака. Некоторые виды электродов-инструментов можно изготовлять на пантографе (применяя резец без конуса) с последующей подправкой штихелями вручную; при этом глубина гравирования должна быть в пределах 2—5 мм, без конуса, как это делается в штампах для золототиснения.
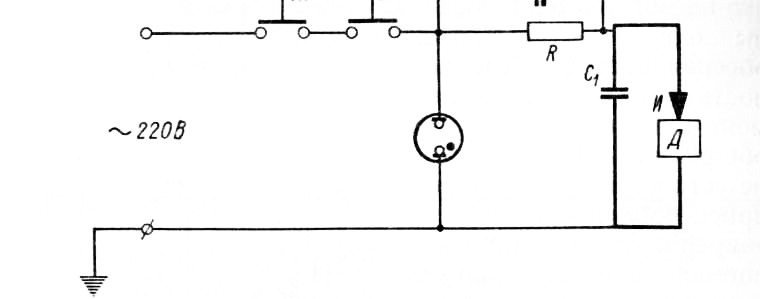
Рис. 7. Электроискровая установка УК-1 Принципиальная схема электроаппарата УК-1 дана на рис. 8. От сети переменного тока напряжение подается последовательно на кнопки 1П и 2П. Электроды И (электрод-инструмент) и Д (обрабатываемая деталь) подключаются к конденсатору Сi и образуют разрядный контур. Разрядный контур питается от сети переменного тока через балластное сопротивление Р. Параллельно этому сопротивлению включена цепь электромагнита Э, которая состоит из селенового выпрямителя СВ и конденсатора Сч, служащего для сглаживания пульсации тока. При одновременном нажиме на кнопки 1П и 2П на разрядный контур поступает напряжение и между электродами И и Д возникают электрические разряды. При этом загорается неоновая лампа J1, сигнализирующая о том, что установка находится под напряжением. Электрод-инструмент И под действием электромагнита Э начинает вибрировать; при коротком замыкании электродов сила тока, проходящего через электромагнит Э, увеличивается и электрод-инструмент И и деталь Д размыкаются. При размыкании электродов сила тока, проходящего через электромагнит Э, уменьшается и электроды И и Д замыкаются вновь, и т. д. Во время работы установки электроды замыкаются и размыкаются с частотой порядка 100 раз в секунду, что обеспечивает интенсивный съем металла с электродов.
Рис. 8. Принципиальная схема электроискровой установки УК-1 Реклама:Читать далее:Методы аттестации линейных и угловых мерСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|