|
|
Категория:
Фрезерные работы Станки с пантографом Простейшими копировально-фрезерными станками без следящей системы являются станки, в которых фреза перемещается с помощью шарнирного механизма, называемого пантографом. Копировально-фрезерные станки с пантографом применялись раньше только для гравировальных работ и фрезерования плоских контуров. В настоящее время выпускаются копировальнофрезерные станки с пантографом, на которых можно производить также и объемное фрезерование. На копировально-фрезерном станке с пантографом модели 6461 можно производить разнообразные копировальные работы по плоским копирам, в том числе гравирование, а также обрабатывать кузнечные штампы, пресс-формы и различные рельефные детали путем объемного фрезерования. Без пантографа станок может быть использован как обычный фрезерный. На станине жестко установлена стойка, которая несет ось поворота пантографа. Шпиндель фрезерной головки и копировальный шпиндель, несущий щуп, вращаются в расточках пантографа. Рычаг связывает вертикальные перемещения фрезерного и копировального шпинделей. Рычаг направляется тремя радиальными шарикоподшипниками, расположенными в стойке станка, что дает ему возможность свободно покачиваться вокруг вертикальной и горизонтальной осей и вместе с тем свободно перемещаться в продольном направлении. Таким образом, при объемном копировании оба шпинделя станка всегда будут сохранять перпендикулярность к столам. Упоры предназначены для ограничения вертикального перемещения щупа.
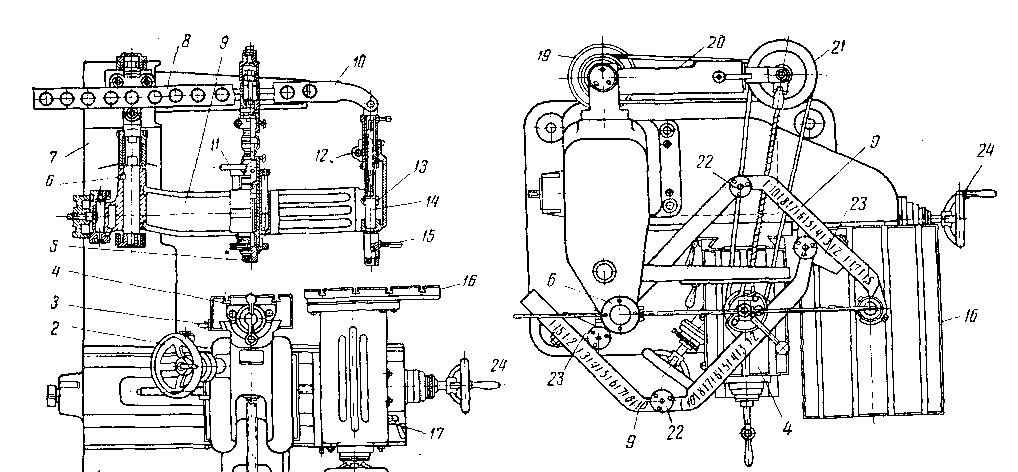
Рис. 1. Копировально-фрезерный станок 6461 Одесского завода им. Кирова:
1 — станина, 2 — маховичок установочного вертикального перемещения рабочего стола; 3 — маховичок установочного поперечного перемещения рабочего стола, 4 — стол изделия (рабочий стол), 5 — фрезерный шпиндель, 6—ось поворота пантографа, 7 — стойка, 8 — рычаг плоского копирования, 9 — пантограф, 10—рычаг для объемного копирования, 11 — рукоятка быстрого подъема шпинделя, 12 — клемма для зажима втулки щупа при плоском копировании, 13 — ограничитель вертикального перемещения щупа; 14—шпиндель щупа, 15 — ручка для обвода щупа по контуру копира, 16— стол копира, 17 — рукоятка для закрепления стола копира, 18 — маховичок вертикального перемещения стола копира, 19 — трехступенчатый шкив электродвигателя привода шпинделя, 20 — качающийся рычаг с устройством для натяжения ремня, 21 — промежуточный шкив, 22 — шарниры, 23 — передвижные ползушки для установки масштаба копирования, 24 — маховичок установочного продольного перемещения рабочего стола
При обработке плоского контура копировальный шпиндель закрепляется в пантографе клеммой, при этом рычаг вместе с устройством, соединяющим его со шпинделем, снимается. На рычаге устанавливается колодка, по которой скользит шип фрезерного шпинделя. Рабочий стол и стол копира имеют установочные перемещения в горизонтальном и вертикальном направлениях по направляющим станины. Шпиндель приводится во вращение от электродвигателя, М=0,4 кет, с п=1480 об/мин, на валу которого установлен трехступенчатый шкив. Со шкива вращение передается пятиступенчатому промежуточному шкиву, сидящему на качающемся рычаге, и далее двухступенчатому шкиву фрезерного шпинделя. Шпиндель станка получает таким образом 6 ступеней скоростей в диапазоне 1750—9600 об/мин.
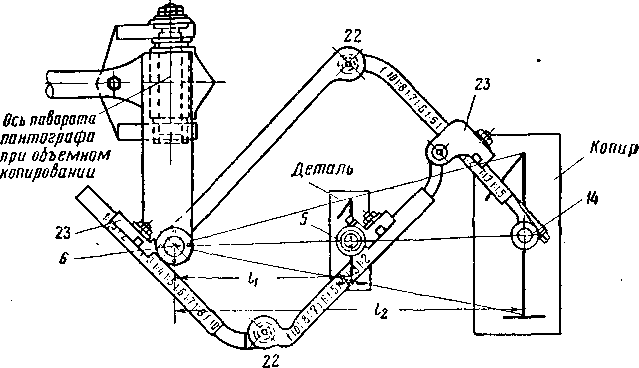
Рис. 2. Схема пантографа станка 6461
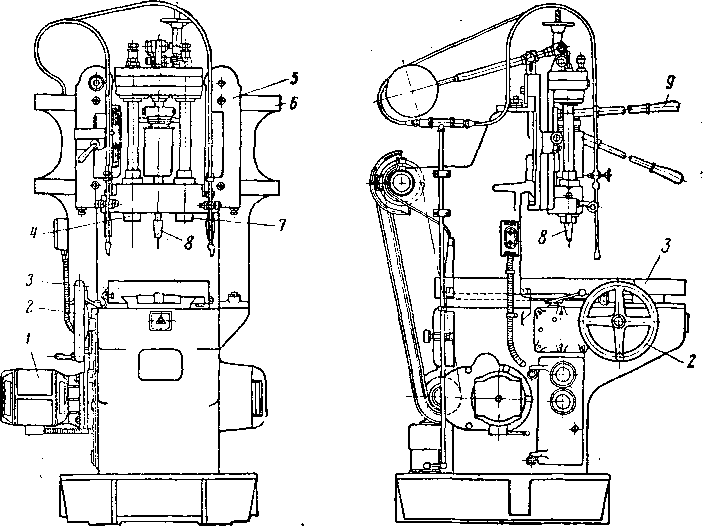
Масштаб копирования изменяют перемещением ползушек по плечам пантографа. Для наиболее распространенных масштабов на плечах пантографа имеются соответствующие риски с цифрами. Станок 6461 позволяет получить масштабы уменьшения от 1 : 1,5 до 1 : 10 (масштаб 1 : 1 невозможен). Станки с механическим приводом подачи Станки этого типа жестче станков с пантографом, их применяют для более тяжелых работ, но только для контурного фрезерования. На рис. 4 показан двухшпиндельный копировально-фрезерный станок ТВК-22, имеющий механическую продольную подачу и ручную поперечную подачу.
Рис. 3. Двухшпиндельный копировально-фрезерный станок ТВК-22
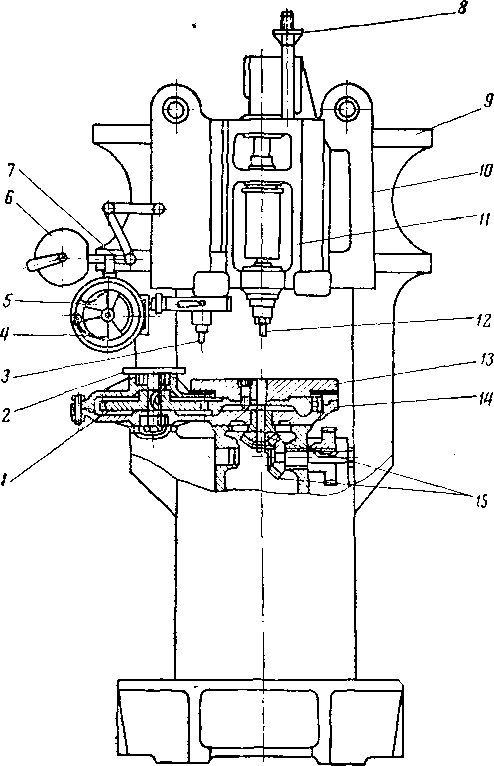
Рис. 4. Модернизированный копировально-фрезерный станок ТВК-2
Стол станка получает от электродвигателя через коробку подач шесть разных ступеней подач; возможно ручное установочное перемещение стола при помощи маховичка. Фрезерные шпиндели имеют вертикальное перемещение, а каретка — поперечное перемещение по траверсе при помощи шарнирной рукоятки. Рабочий прижимает постоянно щуп к копиру, который автоматически движется в продольном направлении со столом станка вместе с обрабатываемой заготовкой и тем самым сообщает через щуп каретке поперечное профилирующее перемещение по траверсе. Так как режущий инструмент и щуп закреплены в одной каретке, перемещения фрезы по обрабатываемой заготовке будут точно соответствовать перемещениям щупа по копиру. Станки могут иметь одно- и двухшпиндельное исполнение (в первом случае модель ТВК-2). Дальнейшим развитием этого типа являются копировальнофрезерные станки с механической продольной подачей и поперечной подачей под действием груза. К таким станкам относится модернизированный станок ТВК-2, предназначенный для полуавтоматического фрезерования кулачков. На станине смонтированы столы копира и изделия (рабочий стол), связанные зубчатой передачей. Столы приводятся от электродвигателя через коробку подач и коническую зубчатую передачу. Копировальный шпиндель и шпиндель фрезы смонтированы на салазках, установочное вертикальное перемещение которых по каретке производится маховичком. Профилирующая (радиальная) подача каретки станка по траверсе происходит под действием груза в одну сторону и под давлением копира в другую. Груз вводится в действие кулачком при помощи маховичка, после чего работа происходит автоматически до полной обработки контура и остановки от конечного выключателя. Сила давления щупа на копир регулируется изменением плеча груза при помощи рычагов. Преимущества и недостатки копировально-фрезерных станков без следящей системы Копировально-фрезерные станки с пантографом весьма удобны для гравировальных и легких копировально-фрезерных работ, не требующих больших усилий станочника. Получаемая точность невелика — в пределах десятых долей миллиметра, что объясняется быстрым изнашиванием щупа и копира вследствие большого давления, малой чувствительностью копировального механизма, значительными зазорами в шарнирах пантографа. Копировально-фрезерные станки с механическим приводом, представители которых были приведены на рис. 3 и 4, весьма просты в конструкции и обслуживании и достаточно надежны в работе. Общими недостатками их являются: большие усилия, действующие на копир и щуп, что вызывает быстрый износ и потерю точности; ручное управление, что утяжеляет работу на них и снижает их производительность; невозможность обработки профилей с большими углами подъема. В копировально-фрезерных станках без следящей системы отрыв щупа от копира и связанная с этим вероятность искажения профиля обрабатываемой заготовки (для деталей простой формы) предотвращаются только увеличением силы нажима, действующей на щуп, и не требуют никаких дополнительных узлов, связывающих исполнительный орган с задающим устройством для исправления рассогласования. Реклама:Читать далее:Копировально-фрезерные станки со следящей системойСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|