|
|
Категория:
Пайка Далее: Общие понятия о паянии При разбавлении соляной кислоты водой следует придерживаться тех же правил, что и при разбавлении серной кислоты. Для лужения и паяния применяют разбавленную в два раза водой травленую соляную кислоту. Травление соляной кислоты заключается в разведении в ней кусочков цинка, лучше до полного насыщения, т. е. до прекращения процесса дальнейшего растворения цинка. При намазывании мест спая и лужения травленой кислотой разведенный в ней цинк тонким слоем покрывает спаиваемую поверхность и улучшает соединения припоя с основным металлом. Нашатырь (хлористый аммоний) при лужении употребляют в качестве флюса, т. е. вспомогательного вещества, очищающего поверхность металлических изделий от окислов и жиров. Для лужения жестяных и стальных изделий с целью предохранения их от коррозии (ржавчины) применяют сплавы из олова и свинца или из олова, свинца и цинка (например 18 весовых частей олова и 82 части свинца; 71 весовая часть олова. 23 части свинца и 6 частей цинка; 45 весовых частей олова, 30 частей свинца и 25 частей цинка). Для лужения художественных изделий применяется белая блестящая полуда из сплава, содержащего 90 весовых частей олова и 10 весовых частей висмута. Посуду для приготовления и хранения пищи лудят специальным припоем с высоким содержанием олова, точнее чистым оловом марок 01 или 02. Марка Ol содержит олова 99,9% и примесей не более 0,1%; марка 02— олова 99,5% и примесей не более 0,5%. Марка 01 применяется для лужения консервной жести, марка 02 — для лужения кухонной посуды и котлов для приготовления пиши. Перед лужением производится подготовка поверхности, которая заключается в очистке ее от грязи, жиров и окислов, препятствующих хорошему соединению олова с облуживаемым металлом. Чем лучше .будет подготовлена поверхность под покрытие, тем ровнее и прочнее ляжет полуда. Подготовка производится механическим и химическим способами. Механический способ состоит в том, что поверхность изделия очищают до получения чистого металлического блеска металлическими или щетинными щетками, шабером, наждачной бумагой (абразивной шкуркой). Химическая подготовка заключается в травлении металла кислотами с целью придать ему чистый натуральный цвет. Поверхность изделий из стали, меди, латуни наиболее часто обрабатывают 20—30-процентным водным раствором серной кислоты в течение 20—30 мин. Медные и латунные изделия можно травить раствором, содержащим 10% серной кислоты, 5% калиевого хромпика и 85% воды. Травление производится в ваннах — стеклянных, металлических, эмалированных и др. Процесс травления таким раствором длится 1—2 мин. По окончании травления тщательно промывают изделия в холодной воде, затем очищают их поверхности смоченным песком и промывают в горячей воде, нагретой до 70—80°. Подготовленное изделие смазывают раствором хлористого цинка или травленой соляной кислотой и нагревают до температуры, при которой олово, вступив в соприкосновение с разогретым изделием, начнет плавиться и растекаться равномерно по всей покрываемой поверхности. Нагрев производится в горнах, лучше на древесном угле; можно вести нагрев и паяльными лампами. Когда хлористый цинк на поверхности нагретого изделия закипит, на эту поверхность кладут полуду. Полуда плавится; в этот момент посыпают изделие порошкообразным нашатырем и тут же начинают растирать паклей расплавленное олово по поверхности, распределяя его равномерным слоем. Когда изделие остывает, его протирают смоченным песком, затем промывают водой и высушивают.
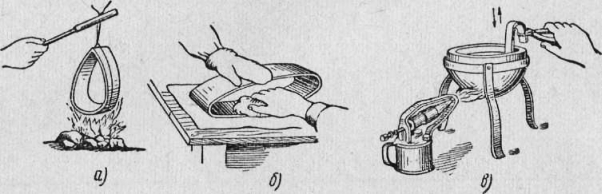
Рис. 1. Процесс лужения:
а — нагрев деталей перед лужением, б — лужение растиранием, в — лужение погружением
Можно производить лужение, погрузив покрываемый предмет в расплавленную полуду. При этом способе подготовленное к лужению изделие сначала погружают в ванну с хлористым цинком, затем клещами вынимают его из ванны и, не давая хлористому цинку полностью стечь, погружают изделие в ванну с расплавленным оловом (рис. 1, в) и держат там столько времени, сколько нужно для того, чтобы оно хорошо прогрелось. После этого изделие извлекают из ванны и быстро встряхивают, чтобы удалить излишки олова. Когда изделие остынет, его погружают в воду для промывки и после этого сушат в древесных опилках. Качество лужения зависит прежде всего от того, как очищена (протравлена) поверхность металла. Если из-за плохой очистки поверхности полуда в каком-либо месте не пристанет к металлу, это место необходимо зачистить напильником или шабером, снова нагреть и нанести олово либо натиранием, либо погружением. Рассмотрим два примера лужения. Лужение внутренней поверхности медного котла растиранием. Эту работу надо производить следующим образом: Лужение жестяного сосуда (снаружи и изнутри) погружением. Данную работу следует производить так: Реклама:Читать далее:Общие понятия о паянииСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|