|
|
Категория:
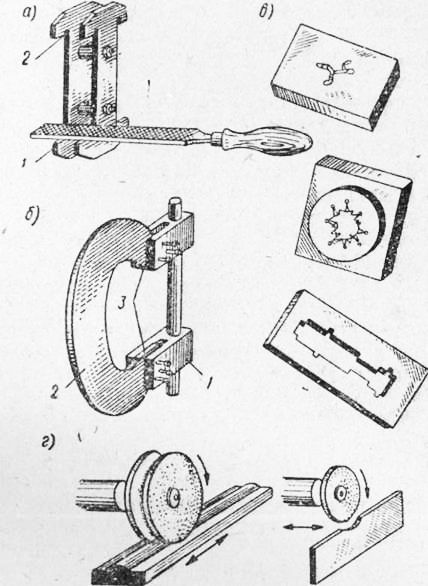
Резание металла Ручное распиливание, пригонка и припасовка — очень трудоемкие операции. Поэтому там., где возможно, их стараются механизировать. К мероприятиям, позволяющим повысить производительность труда и улучшить качество работы, относятся: одновременная обработка деталей партиями, пакетами, в кондукторах и в других приспособлениях. В качестве приема, облегчающего, например, обработку скоб, следует рекомендовать распиливание их в пакетах, состоящих из 2 шт. и более (рис. 1,а). Скобы скрепляют болтами и между ними прокладывают шайбы пысотой 20—23 мм. Это обеспечивает устойчивое положение напильника и исключает завалы поверхности скобы. Кроме того, значительно упрощается контроль параллельности плоскостей 1 и 2 в поперечном направлении.
Рис. 1. Распиливание скоб в пакете (а); в опиловочном кондукторе (б); фасонные контуры, вырезанные на ленточной- пиле (в); шлифование профилей проймы и выработки шаблона профилированными кругами (г)
Распиливание единичных скоб или пакетов тонких скоб может выполняться в опиловочных кондукторах (рис. 1,6). Установка направляющих лапок кондуктора производится по блокам измерительных плиток, после чего лапки закрепляются болтами (на рисунке не показаны). В пазы кондуктора помещается скоба, в которой требуется обработать плоскости. Современная технология предусматривает широкое использование металлорежущего оборудования общего и специального назначения для механизации распиливания и пригонки деталей. Обработка на таких станках дает возможность автоматически воспроизводить поверхности определенной формы. Роль слесаря при этом сводится к управлению механизмами станка, соблюдению режима обработки и контролю размеров. Так, с помощью ленточной пилы представляется возможным вырезать фасонные наружные и внутренние контуры (рис. 1, в), последующее распиливание которых сокращается до минимума. Обработку криволинейных поверхностей можно производить на шлифовальных станках с помощью специально профилированных абразивных кругов. В качестве примера на рис. 1, г приведены схемы шлифования проймы и выработки шаблона профилированными шлифовальными кругами. В практике слесарной обработки широко применяются также электроискровые, химические и другие методы обработки различных профилей, позволяющие исключить дополнительную отделку их вручную. Реклама:Читать далее:Брак при распиливании и припасовке и меры его предупрежденияСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|