|
|
Категория:
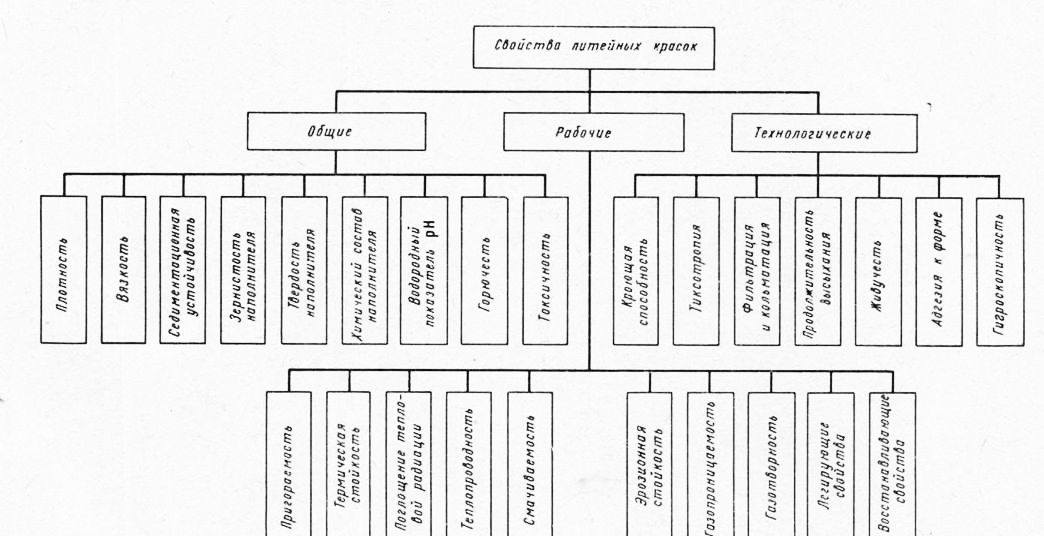
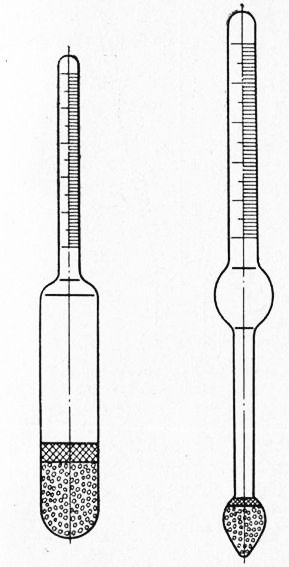
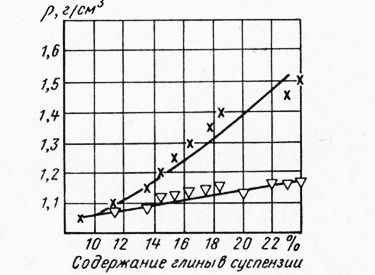
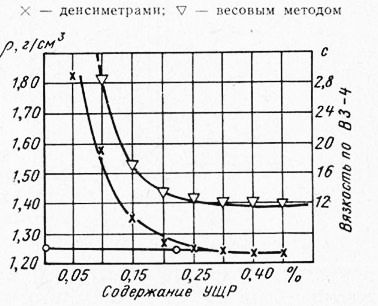
Покрытия литейных форм Известные свойства красок (суспензий) распределены на следующие три группы: Определение общих свойств. Плотность литейных красок определяют стеклянными денсиметрами общего назначения (ГОСТ 1300—74). Денсиметр представляет собой стеклянную трубку с расширением внизу, часть которого заполнена дробью или ртутью. В верхней узкой части денсиметра помещена шкала с делениями. Чем меньше относительная плотность жидкости, тем глубже в нее погружается денсиметр, поэтому на его шкале вверху нанесено наименьшее значение плотности, которое можно определить данным денсиметром, а внизу — наибольшее. Для определения плотности испытываемую жидкость наливают в специальные стеклянные цилиндры для ареометров (ГОСТ 9545—73). В нее осторожно опускают денсиметр по оси сосуда так, чтобы он не касался стенок, и отпускают только тогда, когда почувствуют, что прибор плавает в жидкости. Отсчет, как правило, ведут по нижнему мениску исследуемой жидкости. Плотность жидкостей измеряют при температуре 20° С. За единицу принята плотность дистиллированной воды при 4° С. Поскольку денсиметры общего назначения предназначены для измерения плотности жидкостей, применение их для определения плотности суспензий условно. С увеличением вязкости глинистой суспензии или противопригарной краски погрешность в определении ее плотности денсиметром возрастает. Если же в глинистую суспензию ввести какой-либо понизитель вязкости, например УЩР (угольно-щелочной реагент) или ПФЛХ (понизитель фенольный лесохимический), то при практически неизменном содержании сухого остатка денсиметр будет показывать различную плотность суспензии. В этих условиях для надежного контроля свойств красок (суспензий) необходимо определять их плотность весовым методом и одновременно замерять вязкость.
Рис. 1. Классификация свойств литейных красок
Рис. 2. Денсиметры
Рис. 3. Плотность глинистой суспензии при различном содержании глины, измеренная:
Рис. 4. Плотность и вязкость глинистой суспензии, состоящей из 35% глины марки ДН-3 и 65% воды, в зависимости от содержания УЩР, измеренные:
X — денсиметрами; О — весовым методом; V — вязкость
Вязкость суспензий растворов и диспер сионных сред в литейном производстве определяют по методике, принятой в лакокрасочной промышленности. Условной вязкостью лакокрасочных материалов называют время истечения в секундах определенного объема жидкости через калиброванное сопло вискозиметра при температуре 20 °С или при температуре, указанной в технических условиях на лакокрасочный материал. В литейном производстве для определения условной вязкости применяют вискозиметр ВЗ-4 (ГОСТ 8420—74). Конструкция и основные размеры вискозиметра обусловлены ГОСТ 9070—75. Вискозиметр ВЗ-4, имеющий сопло диаметром 4 — 0,02 мм, предназначен для определения условной вязкости жидкостей в пределах 20—150 с. Прибор с помощью специального кольцевого штатива устанавливают в горизонтальном положении. Под вискозиметр подставляют сосуд емкостью не менее 110 мл. Затем отверстие сопла закрывают снизу пальцем и заполняют вискозиметр уровень с краями испытуемой краской.
Рис. 5. Вискозиметр ВЗ-4
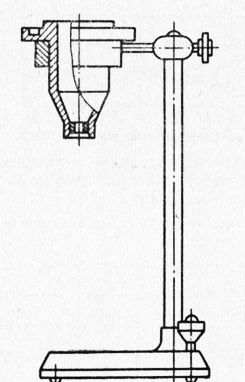
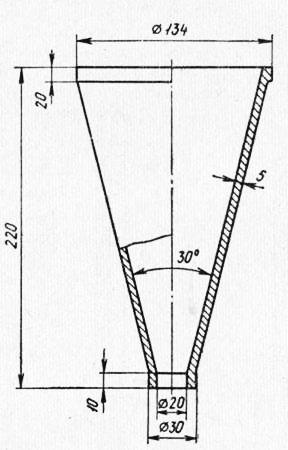
Рис. 6. Воронка для определения вязкости хромомагнезитовых паст
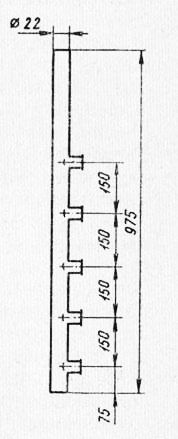
Температура краски должна быть 20 °С. После этого открывают отверстие сопла и одновременно включают секундомер. Останавливают секундомер в момент первого появления прерывающейся струи испытуемой жидкости. Время в секундах, затраченное на истечение краски или другой жидкости из вискозиметра, считают условной вязкостью этого материала. Условную вязкость паст проверяют на вискозиметрах, резервуары и выходные сопла которых больше принятых в вискозиметре ВЗ-4. На Уралмашзаводе принято определять вязкость паст в воронке, имеющей емкость 175 см3 и диаметр сопла 9 мм. Верхний диаметр сосуда 70 мм. Продолжительность истечения паст из воронки составляет 30—60 с. Вязкость хромомагнезитовых паст рекомендуют определять с помощью воронки объемом 950 см3. Паста требуемой вязкости должна вытекать из воронки за 35—50 с. Седиментационная устойчивость (ГОСТ 10772—64) — это мера устойчивости водных красок. Краску требуемой плотности наливают в калориметрический цилиндр (ГОСТ 296—68, тип ЦКГ) до верхней метки (30 см3) и оставляют в покое на 7 ч. По истечении указанного времени измеряют отстоявшийся водный слой в см3. Отстой красочной суспензии через 7 ч в см3 и является мерой седиментационной устойчивости водной краски. Устойчивость красочной суспензии неводных быстросохнущих красок определяют в закрывающихся стеклянных цилиндрах, которые исключают испарение растворителя в течение времени отстаивания. В Днепропетровском металлургическом институте для исследования стойкости литейных красок против расслоения разработан седименто-метр, позволяющий определять концентрацию отстоявшейся краски на различных уровнях по высоте цилиндрического сосуда. Прибор представляет собой трубку внутренним диаметром 20 мм, имеющую пять боковых отводных трубок диаметром 16 мм. В верхней части трубки, на расстоянии 15 см от верхнего отвода, нанесена отметка, определяющая верхний уровень краски в седиментометре. Таким образом, седиментометр разделяется отводными трубками на шесть слоев, из которых пять имеют высоту по 15 см, а нижний — 7,5 см. При закрытых отводных трубках в прибор заливают исследуемую краску и выдерживают в покое 1 ч. По истечении 1 ч содержимое каждого слоя, начиная с верхнего, осторожно сливают через отводные трубки в фарфоровую чашку, высушивают до постоянной массы и определяют количество сухого остатка в каждом слое и среднюю концентрацию слоя в г/см3 или в процентах по массе. Эти величины характеризуют седиментационную стойкость краски.
Рис. 7. Седиментометр
Зерновой состав наполнителя. Зерновой состав паст определяют по методике, изложенной в ГОСТ 9077—59, п. 8. Максимальный размер зерен наполнителя можно легко установить, применив метод определения степени растертости красок микрометром, или по методу «клина» (ГОСТ 6589—74). Твердость наполнителя, минералогический состав которого известен, всегда указана в характеристике минерала. Твердость зерен наполнителя в краске, состав которой неизвестен, может быть установлена на приборе ПМТ-3 для определения микротвердости. Химический состав определяют в тех случаях, когда необходимо вскрыть причину неудовлетворительной огнеупорности покрытия или установить его материальные составляющие. Определение причин низкой огнеупорности покрытия, когда наполнитель известен, является наиболее простой задачей. Для этого из состава покрытия отмыванием выделяют наполнитель и, подвергая химическому анализу согласно действующим ГОСТам, определяют в нем содержание основного огнеупорного соединения и вредных примесей, снижающих огнеупорность. Более сложную задачу представляет определение состава покрытия, когда входящие в него вещества-наполнители неизвестны. В данном случае с помощью обычного химического анализа — качественного и количественного — нельзя определить, какие • материалы применены в исследуемом покрытии, поскольку тот же кремнезем или углерод может быть составляющим различных материалов. В этих случаях используют так называемый материальный анализ, включающий химические, микроскопические и физические определения. Наличие в краске и других тяжелых наполнителей легко обнаруживается при определении плотности суспензии. Состав жидкой фазы быстросохнущих красок определяют фракционной перегонкой и пиролизом. Различные виды целлюлоз, применяемые в красках в качестве связующих, определяют качественно и количественно химическим анализом, применяя таннин. Каолиновые и бентонитовые глины легко определяются, подобно крахмалистым продуктам, методами хроматографйи. Водородный показатель является общепринятым способом выражения концентрации водородных ионов. В кислых растворах рН < 7, и тем меньше, чем кислее раствор. В щелочных растворах рН > 7, и тем больше, чем больше щелочность раствора. В нейтральном растворе рН = 7. Жидкости, применяемые на практике, имеют водородный показатель рН, изменяющийся обычно в пределах 0—14. В литейном производстве водородный показатель определяет следующие возможности: использования того или иного материала в качестве наполнителя покрытий для конкретных сплавов, обладающих кислой или щелочной реакцией; сочетания огнеупорных наполнителей покрытия с кислыми или основными формовочными смесями; совмещения и одном покрытии нескольких огнеупорных наполнителей; повышения связующей способности и набухаемо-сти глин в водных покрытиях путем регулирования щелочности дисперсной среды. Для определения рН исходных материалов навеску испытуемого порошка взбалтывают в течение 5 мин в дистиллированной воде, после чего производят замер. При определении рН песков рекомендуют разбавление (отношение количества материала в г к количеству воды в мл) 1 : 2, а для глин и бентонитов 1 : 25. Большее разбавление приводит к нестабильным результатам измерений, а меньшее затрудняет перемешивание. Водородный показатель готовых водных красок определяют по отфильтрованной дисперсионной среде или осветленному отстою. Для качественного определения рН применяют набор индикаторной бумаги, а для количественного — серийно выпускаемые рН-метры. Универсальный набор для качественного определения рН (ТУ 6-09-1181—71) выпускает завод «Реагент» (г. Рига). Набор состоит из белых полосок индикаторной бумаги и приложенной к нему цветной шкалы, показывающей окраску бумаги в растворах со значениями рН от 1 до 10. Для определения рН раствора полоску индикаторной бумаги смачивают исследуемой водной вытяжкой и сравнивают полученную окраску с цветной шкалой набора. Правильные показания получаются при исследовании прозрачных неокрашенных растворов. Для количественного определения рН водных растворов серийно выпускают рН-метры переносные, лабораторные и промышленного типа. Подробные инструкции по эксплуатации прилагаются к приборам. ‘Горючесть. Горючими веществами являются углеродистые припылы (древесноугольная и каменноугольная пыль), некоторые металлические пудры (из алюминия и его сплавов) и главным образом растворители неводных красок. Горючесть (возгораемость) веществ определяют методом калориметрии, разработанным ВНИИПО. Пожарную опасность веществ характеризуют температура вспышки, нижний и верхний пределы взрываемости и другие показатели. Определение их в круг обязанностей литейной лаборатории не входит. Необходимые данные по этому вопросу имеются в справочнике Токсичность литейным покрытиям придают главным образом органические растворители. Сведения о характере и интенсивности токсического воздействия растворителей и других материалов на организм человека и допустимой концентрации паров и пыли в воздухе рабочих помещений имеются в справочной литературе и сборниках постановлений по технике безопасности и производственной санитарии. Определение технологических свойств. Кроющая способность — свойство краски равномерно распределяться на окрашиваемой поверхности и хорошо сцепляться с ней, образуя защитный слой требуемой толщины. Обычно это свойство краски оценивают визуально по внешнему виду окрашенной формы или стандартного образца. Во время нанесения краска не должна тянуться за кистью, образовывать на окрашиваемой поверхности подтеки, а после отверждения не должна трескаться и отслаиваться. Количественная характеристика кроющей способности литейных красок не разработана. Тиксотропия — способность коллоидных растворов и высокодисперсных суспензий, являющихся вначале жидкими, загустевать с течением времени при постоянной температуре и снова разжижаться при механическом воздействии (перемешивании, встряхивании) или нагреве. Явление тиксотропии объясняется тем, что в коллоидном растворе или суспензии образуются легко разрушающиеся элементы структуры. Механическое разрушение тиксот-рогшой структуры и ее последующее восстановление может быть повторено многократно без изменения свойств дисперсной системы. Кинетику структурообразования дисперсных систем исследуют, изучая нарастание прочности структуры — предельного напряжения сдвига 0 — по времени. Для измерения величины по методу, описанному в ГОСТ 11826—66, служит прибор ПНС-2 (рис. 8). Инструкция по эксплуатации прилагается к прибору. Для измерения усилия сдвига применяют также аналитические весы. Фильтрация и кольматация. Фильтрация — проникновение жидкой фазы суспензии через слой частиц покрытия и формовочной смеси в глубь формы. Кольматация — осаждение в порах и на поверхности формы мелких частиц краски. Филь-традия жидкой фазы краски в толщу формы способствует лучшей сцепляемости покрытия и упрочнению ее поверхности, так как растворитель краски содержит связующие вещества. Кольматация взвешенных частиц краски в порах уплотненной смеси уменьшает размер пор или закупоривает их и тем самым препятствует проникновению жидкого металла в поры формы.
Рис. 8. Прибор ПНС-2 для определения предельных напряжений сдвига
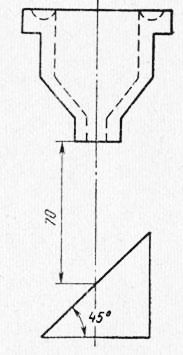
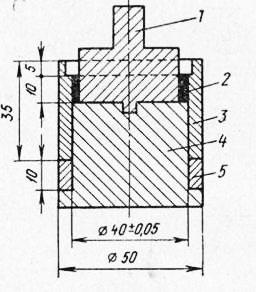
При формировании слоя покрытия фильтрация и кольматация протекают совместно. Интенсивность этих процессов определяется способностью краски смачивать пленки связующего материала формовочной смеси, набуханием связующего смеси в растворителе краски, дисперсностью наполнителя, а также пористостью стенок формы . Стандартные методы количественной оценки фильтрации и кольматации литейных красок не разработаны. Изучая формирование толщины слоя покрытия и поглощаемость красок в зависимости от ряда факторов, А. Ф. Насанкин применил следующий метод. Краски наносили на сухие образцы смесей диаметром 50 мм и высотой 20 мм, после чего образцы подсушивали при 150° С в течение 1 ч. Фильтрационную способность и поглощаемость краски определяли по увеличению массы образцов взвешиванием до и после окрашивания. Глубину проникновения краски определяют измерением в изломе образца толщины пропитанного слоя. Продолжительность высыхания слоя краски зависит от концентрации паров растворителя в воздухе над окрашенной поверхностью, следовательно, интенсивности удаления паров растворителя в окружающую среду. На открытых поверхностях формы благодаря свободной конвекции воздуха краска высыхает быстрее, чем в углублениях формы, где пары растворителя удаляются преимущественно путем диффузии. Поэтому продолжительность высыхания краски надо контролировать по времени, необходимому для полного отверждения слоя в условиях, имитирующих сложные поверхности форм и стержней с различными заглублениями. Контролю на продолжительность высыхания подвергают быстросохнущие (испаряющиеся) и химически твердеющие краски. Стандартные методы определения продолжительности высыхания быстросохнущих красок не разработаны. Для определения продолжительности высыхания быстросохнущих красок в лабораториях применяют следующую методику. Из жидкостекольной смеси изготовляют стандартный образец диаметром 50 мм и отверждают тепловой сушкой. На один из торцов образца наносят исследуемую краску окунанием на глубину 5 мм на 2 с. Затем образец устанавливают на неокрашенный торец и оставляют в покое для просушки покрытия на воздухе при комнатной температуре. Спустя 10 мин начинают проверять степень отверждения нанесенного слоя. Для этого на торце образца прочерчивают иглой диаметр окружности. Незатвердевший слой краски свободно прорезывается иглой до уровня смеси. Опыты повторяют каждые 5 мин, проводя следующий диаметр под углом к предыдущему до тех пор, пока не будет обнаружено затвердевание краски. За продолжительность высыхания принимают время в минутах от установки образца на просушку до полного его отверждения, когда игла при прочерчивании очередного диаметра начинает скользить по окрашенной поверхности, не внедряясь в слой покрытия. Для определения продолжительности высыхания быстросохнущих красок в заглублениях форм изготовляют образец, имеющий открытую полость стандартных размеров: диаметром 50 мм и глубиной 50 мм. После отверждения образца полость его окрашивают испытуемой быстросохнущей краской. Для этого в полость образца наливают краску и немедленно выливают. Продолжительность высыхания краски определяют, процарапывая иглой риски на дне полости, как описано выше. Поскольку жидкостекольная смесь при равной степени уплотнения поглощает наибольшее количество краски по сравнению с формовочными смесями других составов, продолжительность высыхания слоя исследуемой краски, установленная по этой методике, является максимальной. Живучесть — это способность краски сохранять свои первоначальные свойства с течением времени. Краски, приготовляемые на органических растворителях, теряют свои первоначальные свойства (вязкость, плотность, кроющую способность) вследствие испарения растворителя. Живучесть этих красок зависит от степени герметизации при хранении в закрытых сосудах. Живучесть химически твердеющих красок зависит от активности и количества отвердителя, вводимого перед окраской форм. Методы определения живучести красок не разработаны. Прочность покрытия и его адгезию к форме определяют несколькими способами в зависимости от его состава, способа нанесения и материала формы. Прочность высушенного слоя водных красок оценивают по сопротивлению покрытия истиранию струей кварцевого песка, свободно падающей с высоты 70 мм. Прибор для определения прочности водной краски представляет собой воронку вискозиметра ВЗ-4, укрепленную вертикально на штативе. Под воронкой находится ящик, у которого плоскость, обращенная к соплу вискозиметра, наклонена к горизонтали под углом 45°. На наклонной плоскости ящика имеется сквозной прямоугольный вырез, в который вкладывают пластинку из фотостекла размером 90×120 мм (ГОСТ 683—75), покрытую испытуемой краской. Пластинку изнутри подсвечивают электрической лампочкой мощностью 15 Вт. На пластинку через сопло вискозиметра сыпят кварцевый песок до тех пор, пока в месте удара песчаной струи покрытие не сотрется до стекла. Диаметр образовавшегося просвета должен быть не менее 2—2,5 мм. Песок, собранный в ящик у основания прибора, взвешивают. Количество песка в граммах, израсходованное на разрушение слоя краски, служит мерой прочности краски на истирание.
Рис. 9. Схема прибора для определения прочности слоя водной краски на истирание
Краску наносят на пластинку следующим образом: 50 см3 испытуемой краски выливают на пластинку, наклоненную к горизонту под углом 45°, и оставляют в таком положении, пока избыток краски не стечет с пластинки. Затем окрашенную пластинку сушат в сушильном шкафу при 120—140° С, расположив ее под углом 45° к горизонту, в течение 25—30 мин. После охлаждения пластинку подвергают испытаниям. Испытания проводят на трех окрашенных пластинках. Всего выполняют 9—10 определений, причем не менее трех определений на одной пластинке. Из всех полученных результатов измерений находят среднее значение. Для определения прочности покрытия на истирание применяют сухой отмытый песок марки К02А или К02Б фракции 0315.
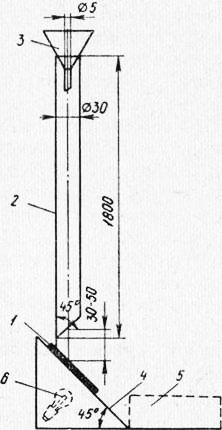
Рис. 10. Схема прибора для определения прочности слоя быстросохнущей краски на истирание
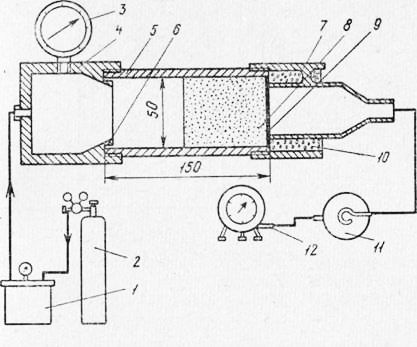
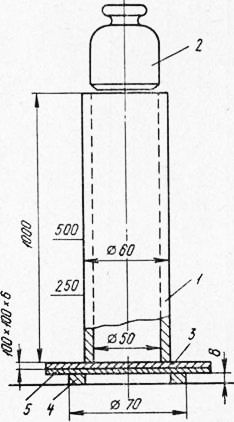
Прочность на истирание неводных красок определяют по количеству кварцевого песка фракции 063 в граммах, необходимого для разрушения покрытия при падении струи песка с высоты 180 см. Методика определения заимствована из лакокрасочной промышленности. Применяемый для испытания прибор (рис. 10) представляет собой стеклянную трубку 2 диаметром 20—30 мм, длиной 1800 мм, установленную строго вертикально. Нижний конец трубки, расположенный на высоте 30—50 мм от центра стекла 1, срезан под углом 45°. На верхнем конце трубки укреплена стеклянная воронка с отверстием 5 мм. Под трубкой помещен ящик, верхняя крышка которого расположена под углом 45° к горизонту. В наклонной плоскости ящика сделан вырез, в который вставляют пластинку из фотостекла размером 90×12 мм (ГОСТ 683—75), покрытую испытуемой краской. Внутри ящика под стеклом помещена электрическая лампа мощностью 25 Вт. Для сбора песка, израсходованного на опыт, служит ящик. Испытуемую краску наносят на чистую обезжиренную стеклянную пластинку следующим образом. Наклонив пластинку под углом 45° к горизонту, выливают на нее 50 см3 краски; когда краска стечет до конца пластинки, последнюю наклоняют таким образом, чтобы краска стекала в обратном направлении. После этого пластинку устанавливают горизонтально до полного высыхания краски на воздухе. Толщина покрытия должна быть в пределах 0,2—0,3 мм. После высыхания краски пластинку устанавливают на прибор и включают освещение. Воронку прибора заполняют песком и поддерживают полной в течение всего времени испытания, пока падающий песок не сотрет покрытие в месте падения до стекла. Израсходованный для опыта песок собирают и взвешивают. Опыт повторяют не менее трех раз и вычисляют средний результат. Количество песка в граммах, израсходованное на истирание слоя краски в месте падения до стекла, является мерой прочности краски на истирание. Изложенные здесь методики определения прочности на истирание водных и неводных красок предусматривают испытания отвержденного слоя краски при комнатной температуре. Такие испытания позволяют оценить свойства краски упрочнять поверхность форм и стержней и тем самым снижать их осыпаемость при транспортировке и сборке. Однако результаты таких испытаний не позволяют характеризовать прочность на истирание краски при высоких температурах. Методика определения прочности на истирание слоя краски при высоких температурах приведена в работе. На подложку из плавленого кварца наносят слой испытуемой краски, которую высушивают по принятому режиму. Самовысыхающие краски выдерживают после нанесения на подложку не менее 1 ч, а водные провяливают 20—30 мин на воздухе, после чего просушивают 20 мин при 110—120 °С. После измерения толщины слоя краски испытываемый образец устанавливают в нагретую до заданной температуры печь, где выдерживают 5 мин. Затем на поверхность образца под углом 45° направляют струю кварцевого песка, вытекающего под действием силы тяжести из сосуда, расположенного над печью. Обработку образца продолжают до тех пор, пока в месте падения песка не обнажится подложка. Прочность слоя краски на истирание оценивают работой струи (масса песка, умноженная на высоту падения), затраченной на истирание слоя, отнесенной к 1 мм толщины покрытия. Результаты исследования, представленные в виде кривой в координатах работа — температура, дают наглядную характеристику изменения прочности слоя краски данного состава в заданном интервале температур. Методика определения прочности сцепления покрытий с поверхностью разовых песчаных форм применена в работе. Прочность сцепления покрытий по этой методике определяют путем отрыва слоя краски от окрашенной поверхности смеси давлением сжатого воздуха, пропускаемого через окрашенный с одного торца стандартный образец формовочной смеси. Характеристикой прочности сцепления при этом испытании служит давление ежа-того воздуха в кгс/см2, нарушающее сплошность покрытия или вызывающее его отслоение. Испытания проводят при комнатной температуре на установке (рис. 11), которая состоит из камеры и гильзы с образцом. На торец образца наносят слой противопригарного покрытия заданной толщины и просушивают. При закреплении образца утечку воздуха устраняют резиновой прокладкой и слоем парафина в переходном устройстве. Воздух из баллона через ресивер подают в камеру и после прохождения через образец направляют в ловушку и газовый счетчик. Давление газа перед образцом регистрируется манометром.
Рис. 11. Прибор для определения прочности сцепления покрытия с поверхностью разовой формы
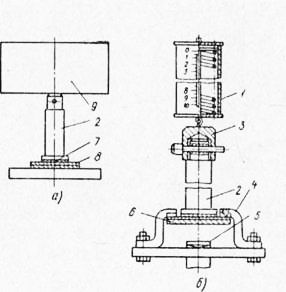
По данной методике определяют зависимость прочности сцепления покрытия с поверхностью форм и его газопроницаемость от температуры сушки; минимальную прочность сцепления покрытия, обеспечивающую в отливках, окрашенных испытуемой краской, отсутствие дефектов типа ужимин и плен; влияние предварительной обработки поверхности форм перед окраской упрочняющими растворами на прочность сцепления покрытий. Для определения прочности сцепления противопригарных покрытий с поверхностью разовых форм и стержней при высоких температурах в Киевском политехническом институте изготовлена установка. С помощью этой установки можно определить температуру, при которой покрытие имеет минимально допустимую прочность сцепления с подложкой, и сравнивать по этим показателям качество покрытий различного состава. Защитные покрытия металлических форм в виде различных красок подвергают испытаниям на отрыв, срез и удар в просушенном или прокаленном состоянии. А. Г. Колесниченко и О. И. Соснов разработали прибор (адгезиометр) для определения прочности сцепления защитных кокильных покрытий с поверхностями из разных материалов с различной шероховатостью. Адгезиометр состоит из пружинного динамометра с пределом измерения 10 кг и ценой деления шкалы 0,25 кг, приводного реечного механизма, штока, соединительной втулки и парных захватов с треугольными призмами, установленными в двух взаимно перпендикулярных плоскостях. Захваты такой конструкции придают экспериментальной плитке 6 горизонтальное положение, перпендикулярное к направлению разрывающего усилия.
Рис. 12. Адгезиометр для определения прочности сцепления защитного покрытия с поверхностью кокиля
На плитку наносят слой исследуемого покрытия и просушивают. Затем на нижний торец штока наносят нитроклей и прикладывают его к слою покрытия 8 экспериментальной плитки. Для прочного склеивания на шток накладывают груз массой 3 кг и в таком положении выдерживают в течение 24 ч. Затем плитку с приклеенным к ней штоком переносят на прибор и создают реечным механизмом растягивающее усилие. Момент отрыва пластинки от покрытия фиксируют по шкале динамометра. Удельное сопротивление отрыву (кгс/см2), характеризующее прочность сцепления покрытия с поверхностью плитки, определяют как отношение усилия, замеренного по шкале динамометра, к площади отрыва. Прибор для определения прочности кокильных покрытий на срез разработан К. П. Фадеевой. Испытуемое покрытие наносят кистью на внутреннюю поверхность цилиндра, нагретого до 250° С, в несколько приемов до толщины слоя 1 мм при ширине 10 мм. Толщину наносимого слоя контролируют шаблоном. Постоянную ширину слоя получают с помощью разъемного кольца, которое перед испытанием снимают. Слой покрытия вместе с цилиндром прокаливают в муфельной печи при температуре 900 °С и охлаждают до комнатной температуры. Затем приспособление со снятым разъемным кольцом устанавливают под гидравлический пресс. При подъеме стола пресса поршень 4 входит в цилиндр и срезает слой покрытия.
Рис. 13. Прибор для определения прочности кокильных покрытий на срез
Для оценки стойкости кокильных покрытий при динамических нагрузках А. Г. Колесниченко разработал прибор. Испытуемое покрытие наносят на стальную плитку размером 100 X X 100×6 мм, очищенную от окислов и промытую в уайт-спирите или бензине. После просушки покрытия по заданному режиму плиту подвергают динамическим нагрузкам на специальном приборе. Прибор (рис. 58) состоит из трубы, двух гирь массой 500 и 1000 г и кольцевой подкладки 4 толщиной 8 мм. На подкладку устанавливают экспериментальную плитку 3 покрытием книзу. На плитку по трубе сбрасывают гири с различной высоты (0,25; 0,5 и 1,0 м). После каждого сбрасывания оценивают действие удара на покрытие по количеству образовавшихся трещин и отслоений покрытия. К. П. Фадеева для исследования прочности теплоизоляционных покрытий металлических форм на удар разработала следующую методику. Исследуемое покрытие наносят на чугунные плитки диаметром 80 мм и толщиной 20 мм, нагретые до 250 °С. Затем образцы прокаливают 5 мин в муфельной печи при 900° С. После охлаждения образца контролируют равномерность толщины покрытия штангенциркулем в нескольких местах. Для испытаний плитку устанавливают на опоры окрашенной поверхности вниз и сбрасывают на нее груз лабораторного копра 2М 030. Прочность покрытия оценивают визуально после каждого удара по количеству образовавшихся отслоений и трещин. Гигроскопичность. Для определения гигроскопичности исследуемую краску наливают в фарфоровую чашку и при температуре 105—110 °С высушивают в сушильном шкафу. Сухой остаток краски растирают в фарфоровой ступе в порошок и снова высушивают при той же температуре до постоянной массы. Из приготовленной пробы краски (охлажденной в эксикаторе над концентрированной серной кислотой или силикагелем) берут навески по 10 г с точностью до 0,0002 г. Затем на дно эксикатора диаметром 250 мм наливают 200 мл раствора 10%-ной серной кислоты (плотностью 1,07 г/см3). В эксикатор на фарфоровой подставке устанавливают навески исследуемых красок и выдерживают 5 суток, после чего взвешивают.
Рис. 14. Прибор для определения стойкости защитных покрытий при динамических нагрузках
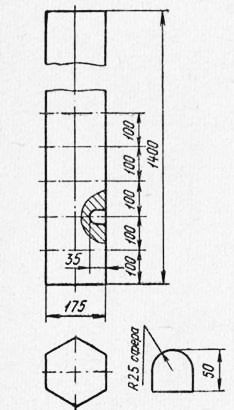
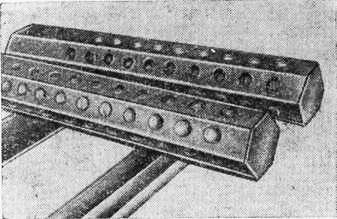
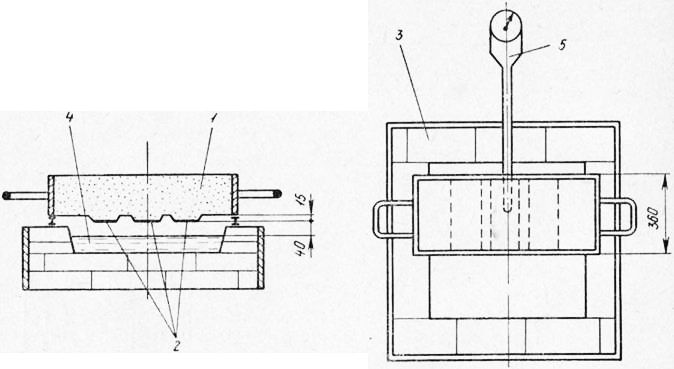
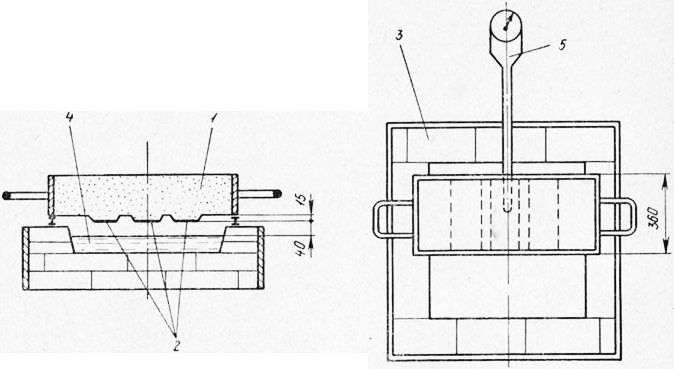
Определение рабочих свойств. Пригораемость литейных покрытий изучают на технологических пробах. Известно множество таких проб, и описать все в данной работе невозможно. Размеры, конфигурацию и массу технологических проб выбирают та-ким~образом, чтобы как можно более точно воспроизвести условия, в которых будут использоваться исследуемые покрытия. Пригораемость красок определяют на тех формовочных или стержневых смесях, в сочетании с которыми ‘будет применяться исследуемое покрытие в производственных условиях. При исследованиях надо учитывать, что противопригарные свойства покрытий проявляются в полной мере только при оптимальной толщине слоя. Большинство технологических проб устроено таким образом, чтобы при данном сплаве, различных температурах заливки и металлостатических давлениях можно было исследовать пригораемость нескольких различных красок, нанесенных на поверхность уплотненных смесей одинакового состава. Можно также исследовать покрытия со смесями различных составов. Известна технологическая проба, позволяющая определить пригораемость покрытия на образцах, изготовленных из различных смесей и залитых при переменном металлостатическом давлении. Форму технологической пробы (рис. 15) собирают из шести призматических стержней, в которые вставляют полушаровые образцы общей высотой 50 мм и радиусом сферы 25 мм, окрашенные исследуемой краской путем окунания. Образцы располагают с шагом 100 мм по 10 шт. в каждом из шести стержней. Собранные стержни устанавливают вертикально в опоке и уплотняют снаружи формовочной смесью. Металл подводят сверху так, чтобы струи его не размывали образцы. Отлитые пробы представлены на рис. 16.
Рис. 15. Технологическая проба для определения пригораемо-сти смесей и покрытий
Конструкция пробы позволяет исследовать в широких диапазонах металлостатических давлений свойства шести различных красок, нанесенных на образцы из смесей одинакового состава или краски одинакового состава в сочетании с шестью различными смесями. Чистоту поверхности углублений, в которых пригар и просечка отсутствуют, оценивают после струйной очистки визуально. При наличии просечки, не отделившейся после струйной очистки, качество покрытия оценивают отношением объема углубления, свободного от просечки, к полному объему полости в процентах. Объем полости, свободной от просечки, определяют по количеству воды, необходимой для заполнения полости.
Рис. 16. Пробы для определения пригораемости смесей и покрытий
Рис. 17. Технологическая проба Фур-сунда
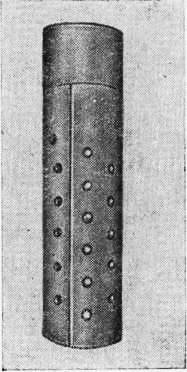
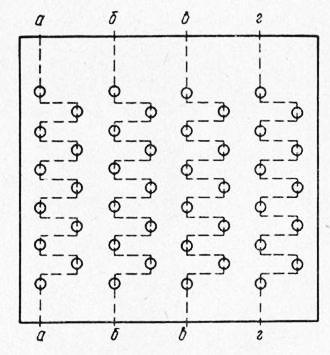
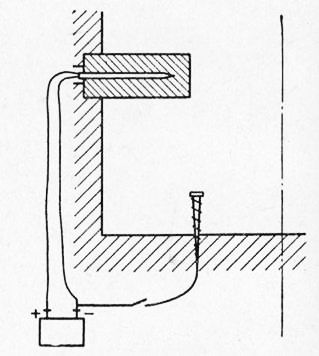
К. Фурсунд предложил подобную для исследования внедрения металла в песчаные стержни. Проба (рис. 17) представляет собой цилиндр диаметром 250 мм, заливаемый вертикально. Испытываемыми образцами служат стержни диаметром 30 мм, возвышающиеся над поверхностью формы на 60 мм. Стержни уплотняют пятью ударами стандартного копра. После просушки и окраски их располагают на боковой поверхности пробы так, что первый ряд находится на расстоянии 100 мм от дна формы, а шаг между последующими стержнями в ряду по вертикали составляет 100 мм. На рис. 18 показана развертка боковой поверхности пробы Фурсунда, где кружками обозначены положения стержней (а—г). Общая высота проб 750—1000 мм. После заливки пробы разрезают по образующей для изучения пригара. Достоинство такой пробы состоит в том, что она позволяет изучать поведение различных стержней и покрытий в одной пробе при переменных давлениях, одинаковых температурах и составе металла. Если же в стержень заформовать горячий конец платино-платинородиевой термопары, расположив спай на расстоянии 10—15 мм от свободного конца стержня, то можно определить и температуру прогрева стержня, при которой наступает его металлизация при заданном составе смеси, покрытия, металлостатическом давлении и температуре заливки. Термопару соединяют с переносным потенциометром; одновременно отрицательный полюс потенциометра соединяют медной проволокой через выключатель с металлом формы, подключив батарею 4,5 В. Пока металла в ферме нет, электрическая цепь разомкнута и ее сопротивление бесконечно велико. По мере заполнения формы воздушный зазор сокращается и цепь замыкается через жидкий металл и материал стержня. Однако в этот момент сила тока очень мала, так как материал стержня представляет собой значительное сопротивление. Если температура стержня достигнет примерно 1200 °С, появится проводимость, достаточная для того, чтобы препятствовать измерению температуры при включенной батарее. Температуру, измеренную в момент проникновения металла в стержень и соприкосновения его со спаем термопары, называют температурой проникновения, а время с момента окончания заливки пробы до момента проникновения металла до спая термопары (падения сопротивления в цепи) — временем проникновения.
Рис. 18. Развертка боковой поверхности пробы Фурсунда
Рис. 19. Схема измерения температуры металлизации стержня
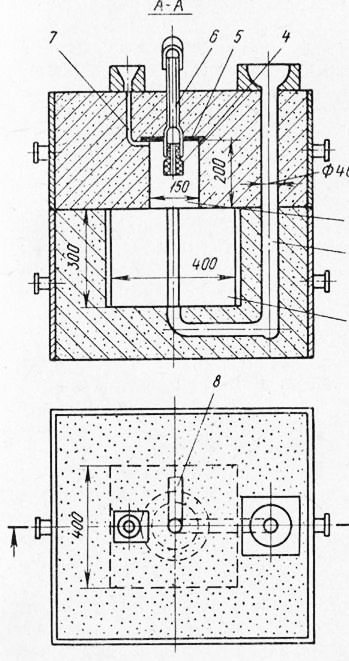
Для изучения условий образования пригара на крупных отливках применяли образцы размером 400×400×300 мм и массой 500 кг. Вертикальные грани образца разделены ребрами на две равные плоскости. Металл подведен сифоном в центр нижней плоскости. Форма позволяет испытывать одновременно восемь смесей и покрытий. Необходимое металлостатиче-ское давление создается газовым давлением азота, который подводят по шлангу в прибыль. Качество поверхности оценивают визуально. При наличии сильного пригара из боковых поверхностей пробы вырезают образцы, из которых готовят глифы для измерения глубины проникновения металла и определения шероховатости литой поверхности.
Рис. 20. Технологическая проба для изучения пригара на крупных отливках:
1 — полость формы; 2 — литниковая система; 3 — прибыль; 4 — песчаный стержень; 5 —холодильник; 6—трубка для подвода газа; 7 — выпор; 8—резиновый шланг
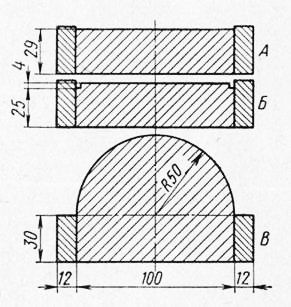
Рис. 21. Образцы для проверки термической стойкости смесей и покрытий
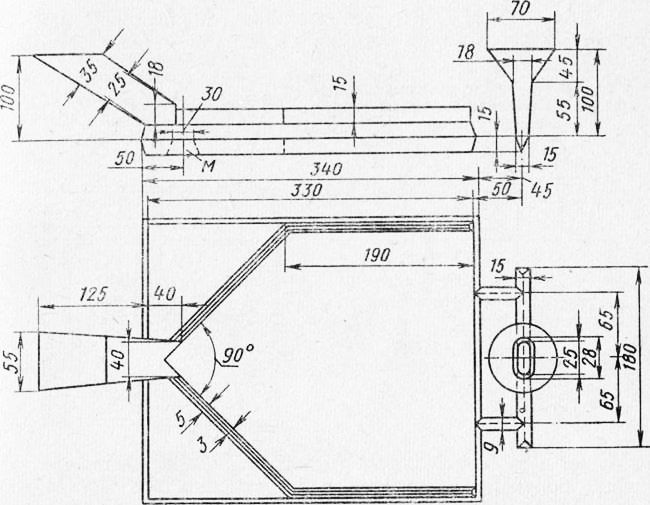
Исследования пригара, образующегося при высоких значениях металлостатического давления, проводят на образцах, заливаемых на центробежных машинах. Трудоемкость отделения пригара непосредственно на отливках можно качественно оценить по методике Уральского политехнического института (см. табл. 6). Термическая стойкость. Недостаточная термическая стойкость покрытия проявляется в виде растрескивания, отслаивания и осыпания слоя при воздействии высоких температур. Как правило, лучшей стойкостью при быстром нагреве обладают покрытия, в состав которых входят термостойкие связующие и наполнители с малым коэффициентом термического расширения и не претерпевающие в рабочем интервале температур фазовых превращений, вызывающих изменение объема. До настоящего времени количественная характеристика этого свойства покрытия не разработана. Для качественной оценки термической стойкости покрытий применяют технологические пробы, позволяющие судить об относительной склонности покрытий к растрескиванию и отслоению при быстром нагреве. Г. Левелинг, изучая разрушение формовочных смесей и покрытий при тепловом излучении, применил три вида образцов А, Б и В, форма и размеры которых представлены на рис. 21. Пробы состоят из металлических колец с заформованной в них смесью. Образцы изготовляют из смесей, которые будут применять в производственных условиях совместно с исследуемыми покрытиями. По условиям опыта образцы предварительно просушивают, а затем окрашивают или наносят краску на сырые образцы без дальнейшей подсушки. Приготовленные образцы подвергают тепловому облучению при температуре 1300—1400° С в предварительно нагретой муфельной печи с размером рабочего пространства 130×230×280 мм. Конструкция печи должна обеспечивать визуальное наблюдение за нагреваемым образцом. В образце А поверхностный слой смеси и краска не могут свободно расширяться при нагреве. В образце Б облучаемая поверхность смеси и покрытия отделена от металлического кольца канавкой глубиной 4 мм. Этот образец более чувствителен к быстрым нагревам, так как поверхностный слой может свободно расширяться. Наибольшей чувствительностью обладает образец В, имеющий форму полусферы. После нескольких секунд облучения краска начинает трескаться, вспучиваться и отслаиваться вместе с корочкой смеси толщиной до 3 мм. О термической стойкости исследуемого покрытия судят по времени между началом облучения образца и появлением первой трещины, а также по состоянию образца после испытаний. Проба Левелинга дает представление о поведении противопригарной краски, нанесенной на верхнюю полуформу и подвергающейся облучению жидким металлом во время заполнения формы. Методы оценки термической стойкости защитных покрытий металлических форм не разработаны. О термической стойкости связующего кокильного покрытия дает представление поведение покрытия после нанесения на разогретый кокиль, а также состояние окрашенной поверхности после заливки. Поглощение тепловой радиации. Степень поглощения тепловой радиации жидкого металла слоем покрытия определяет в значительной мере склонность форм к образованию ужимин. Светлые покрытия меньше воспринимают тепловую радиацию, а поэтому покрытие и прилегающий к нему слой смеси меньше прогреваются и деформируются. Склонность покрытия к восприятию тепловой радиации оценивают технологической пробой, определяющей критическое время образования ужимин по методике Д. Бениша и В. Паттерсона. Конструкция и размеры пробы показаны на рис. 22. От известной пробы для определения склонности формовочных смесей к образованию ужимин эта проба отличается тем, что в верхней полуформе в месте соединения ребер установлен наклонный выпор. Через него можно наблюдать во время заливки треугольный выступ, который всегда разрушается первым под действием радиации жидкого металла. В отличие от пробы на ужиминообра-зование описываемую пробу заливают только частично. Для контроля заполнения полости формы служит выполненный в нижней полуформе выступ М, хорошо видимый при заливке через наклонный выпор. Заливку прекращают, когда металл начинает перекрывать этот выступ. Критическое время образования ужимин определяют в секундах от начала заливки до начала разрушения треугольного выступа в верхней полуформе.
Рис. 22. Технологическая проба для определения склонности покрытий к восприятию т епловой радиации
Способность покрытий поглощать тепловой поток определяют при помощи описанной пробы, сравнивая критическое время образования ужимин без покрытия и окрашенной или припыленной испытуемым покрытием. Для получения сопоставимых данных надо проводить испытания при одинаковой температуре заливки, соблюдать одинаковый режим уплотнения и состав смеси. Если требуется исследовать качество поверхности пробы, то после того как зафиксировано критическое время образования ужимин, пробу доливают металлом полностью. Визуальный осмотр очищенных проб дает представление о качестве исследуемых покрытий. Р. Рольф для изучения влияния покрытий на критическое время образования ужимин разработал методику, которая позволяет в равных условиях исследовать одновременно три различных покрытия и сопоставить их склонность к поглощению тепловой радиации и способность изменять критическое время образования ужимин. Форму (рис. 23) изготовляют из производственной формовочной смеси, уплотняя встряхиванием с допрес-совкой. Три предусмотренных в форме прямоугольных выступа окрашивают исследуемыми красками. Окрашенную форму провяливают или просушивают согласно технологии, принятой на производстве. Затем форму устанавливают на двух опорах над ванной, выполненной из огнеупорного кирпича, окрашенной стороной книзу. В ванну возможно быстрее (за 4 с) заливают чугун эвтектического состава. Температуру чугуна замеряют термопарой. Время от начала заливки и до момента, когда окрашенный слой формы или часть этого слоя падает в ванну, считают критическим временем образования ужимин.
Рис. 23. Форма для определения влияния покрытий на критическое время образования ужимин
Теплопроводность тела характеризуется коэффициентом теплопроводности, который представляет собой количество теплоты, проходящей через 1 м2 йоверхности плоской стенки за 1 ч, если толщина стенки составляет 1 м и разность температур между ее поверхностями равна 1 °С. А. И. Вейник разработал три методики определения коэффициента теплопроводности кокильных красок: заливки в кокиль, погружения и намораживания. Смачиваемость. Капля жидкости, нанесенная на поверхность твердого тела, принимает определенную форму, отличающуюся от шарообразной (рис. 24). Угол, образованный касательной, проведенной из точки соприкосновения трех фаз (твердой, жидкой и газообразной) к поверхности раздела жидкости — газ, называют краевым углом. Мерой смачивания является величина косинуса краевого угла.
Рис. 24. Краевой угол 0 и различные условия смачивания:
а — жидкость не смачивает твердое тело; б — жидкость смачивает твердое тело
Если расплав смачивает стенки капиллярного сосуда (поры в стенках формы) и cos 0 — положительная величина, то направление капиллярного давления р положительно и совпадает с направлением статического давления расплава; при отрицательном р (cos 0 — отрицательная величина) капиллярное давление противодействует заполнению капилляра1. Величина смачивания формовочных материалов жидким металлом и его окислами определяет интенсивность образования пригара. С повышением смачиваемости формы расплавом и его окислами пригар увеличивается. Для предотвращения пригара подбирают такие формовочные материалы, которые не смачиваются расплавом и его окислами и вызывают отрицательное капиллярное давление. В литейном производстве для исследования смачиваемости огнеупорных материалов применяют метод «лежащей» или «неподвижной» капли. Краевой угол смачивания по этому методу измеряют либо непосредственно на застывшей капле металла, лежащей на подложке, либо на изображении жидкой капли, полученной фотографированием или на экране. Поскольку на смачиваемость оказывают большое влияние степень окисленности капли и состав окислов, краевой угол определяют в газовых средах, соответствующих реальным условиям литья. Эрозионная стойкость. Эрозия покрытия — частичное или полное его разрушение под влиянием потока жидкого металла. В постоянных формах эрозия многократно используемого покрытия возникает также при удалении отливки из формы. От эрозионной стойкости покрытий зависят качество поверхности отливок, стойкость металлических форм, структура поверхностного слоя отливок и т. д. Эрозионная стойкость определяется прочностью самого красочного слоя, прочностью сцепления покрытия с поверхностью формы и термостойкостью связующего. Единая методика качественной, а тем более количественной оценки эрозии литейных покрытий до настоящего времени не разработана.
Рис. 25. Технологическая проба ВНИИЛИТМАШа для изучения эрозионной стойкости покрытий
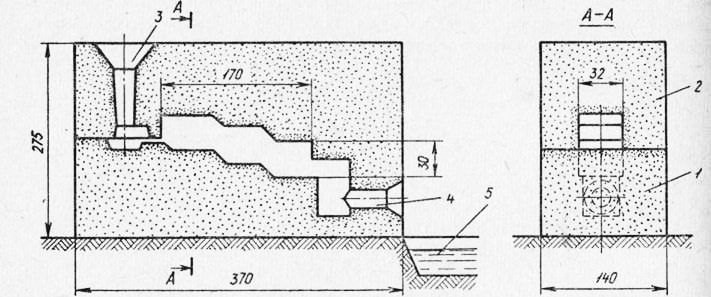
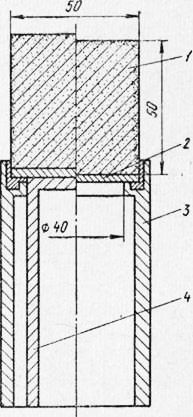
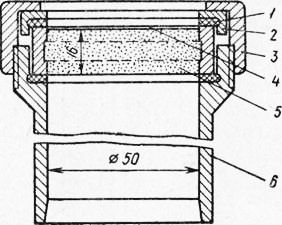
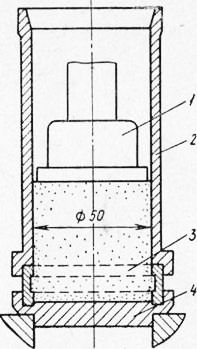
При разработке быстросохнущих противопригарных покрытий во ВНИИЛИТМАШе применена ступенчатая проба, при помощи которой изучали размывающее и теплоизлучающее действие жидкого металла на исследуемое покрытие. Технологическая проба (рис. 25) выполнена в двух стержнях, изготовленных из жидкостекольной смеси. Поверхность пробы, соприкасающуюся с жидким металлом, окрашивают испытуемой краской. Во время заливки пробы жидкий металл через литниковую систему поступает в полость формы, омывает ее нижнюю часть и через канал сливается в коллектор. Продолжительность пропускания металла установлена в 30 и 60 с. По истечении этого времени канал перекрывают и форма заполняется металлом. Затвердевая, образец фиксирует образовавшиеся дефекты поверхности. При таких испытаниях окрашенная поверхность стержня подвергается размывающему, а стержня — теплоизлучающему воздействию расплава. Испытания позволяют визуально сравнивать стойкости разрабатываемых покрытий длительному воздействию расплавленного металла. В ряде работ для изучения эрозии форм под действием потока металла и возникновения засоров в отливках были применены радиоактивные изотопы. Проведенные исследования позволили качественно обнаружить дефекты в металле отливки, установить места наиболее интенсивного разрушения формы металлом и наметить пути сокращения эрозии форм. И. Тарински предложил метод, позволяющий с помощью радиоактивных изотопов получить количественную оценку эрозии песчаных форм. Эрозионную стойкость смесей и красок оценивали по массе неметаллических включений, образовавшихся в экспериментальной отливке. Более простые методы количественной оценки эрозионной стойкости покрытий пока не разработаны. Газопроницаемость покрытий можно определить по двум методикам, разработанным в Советском Союзе. Общим в этих методиках является то, что гильзы, в которых помещены окрашенные испытуемые образцы, присоединяются, стандартным приборам для определения газопроницаемости. В Краматорском НИИПТМАШе разработана следующая методика определения газопроницаемости красок и паст. Из формовочной смеси набивкой под копром изготовляют шесть стандартных образцов. На три из них наносят слой покрытия толщиной 3 мм, а остальные служат как эталонные. Затем все образцы просушивают, после чего приступают к замерам газопроницаемости. Образец (рис. 26) с нанесенной на него пастой устанавливают в специальную гильзу, внутри которой находится ограничитель. В кольцевую канавку гильзы вводят уплотнительную глину необходимой консистенции (см. левую половину рис. 26). Потом убирают ограничитель и прижимают образец до упора, при этом глина выжимается вверх и уплотняет место соединения (см. правую половину рис. 26). Условную газопроницаемость определяют на приборе 042. Таким же способом определяют газопроницаемость неокрашенных образцов.
Рис. 26. Прибор для определения газопроницаемости покрытий
Рис. 27. Прибор для определения газопроницаемости покрытий на стандартном приборе 042
Рис. 28. Приспособление для изготовления образцов
Образцы для испытаний приготовляют на приспособлении, показанном на рис. 72. На поддон 4 (изготовляют с рабочими выступами высотой 0; 0,5; 1,0 и 1,5 мм) устанавливают металлическую обойму и гильзу. В гильзу засыпают навеску смеси и уплотняют под копром. После удаления образца из гильзы избыток смеси срезают, а затем окрашивают со стороны углубления, сушат или провяливают согласно заданному режиму. При определении газопроницаемости на образцах высотой 16 мм в приведенную формулу вместо Ар подставляют разность давлений, фиксируемых манометром при испытаниях окрашенного и неокрашенного образцов, а вместо Н — толщину слоя краски. Описанные методы позволяют исследовать газопроницаемость покрытий, просушенных или прокаленных при заданных температурах и охлажденных до комнатной температуры. Газотворность противопригарных покрытий определяют по методике, не отличающейся от общепринятой методики исследования газотворности формовочных и стержневых материалов и смесей. Газотворность краски характеризуется абсолютным количеством газов, выделяемых 1 г сухого остатка при прокаливании в инертной атмосфере при 1000 °С, и характером выделения газов во времени. Легирующие свойства активных покрытий определяют в лабораторных условиях по результатам химического и металлографического анализов поверхностного слоя полученных образцов или отливок. Конечным критерием эффективности легирующих покрытий должны быть испытания стойкости поверхно-стно-легированных отливок при промышленных испытаниях. Восстанавливающие свойства покрытий проявляются в улучшении качества литой поверхности отливок из сплавов, склонных к окислению и образованию плен при заливке. Методика оценки этого свойства покрытий не разработана, поэтому о восстанавливающих свойствах покрытия судят по качеству поверхности отливки. Реклама:Читать далее:Испытания газопламенных и плазменных покрытийСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|