|
|
Категория:
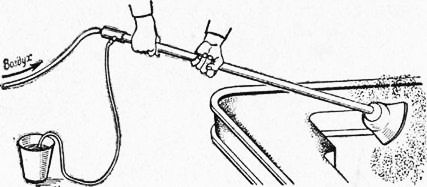
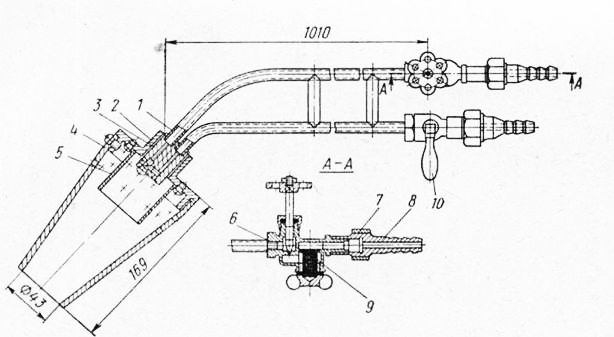
Покрытия литейных форм Далее: Методы испытания красок Для подсушки окрашенных поверхностей применяют переносные горелки, проходные газовые и стационарные сушила. Го релка инжекционного типа (рис. 1) представляет собой металлическую трубку диаметром 8—10 мм в свету, длиной около 1500 мм с укрепленным на одном конце раструбом, а на другом муфтой. Последняя имеет два взаимно перпендикулярных штуцера для подвода горючего и сжатого воздуха. На боковой штуцер надевают тонкий резиновый шланг и опускают его в емкость с керосином, а на штуцер, соосный с трубкой, надевают второй шланг и присоединяют его к сети сжатого воздуха. Если подвести сжатый воздух, то он, проходя по трубке, будет инжектировать керосин из бокового штуцера и распылять его при выходе из раструба. Для получения факела пламени включенную горелку направляют на открытый огонь. При этом выходящая из трубки смесь воздуха с керосином воспламеняется, и горелка готова к работе. Горелкас принудительной подачей топлива (рис. 2) работает на керосине и сжатом воздухе от сети. Топливо и сжатый воздух (под давлением 4—6 кгс/см2) поступает в головку горелки по двум трубкам, на одном конце которых укреплены днище головки и смеситель. К днищу головки прикреплены раструб и камера. На другом конце трубок помещена запорная арматура. Перемычки между трубками сделаны для увеличения жесткости рукоятки.
Рис. 1. Горелка инжекционного типа
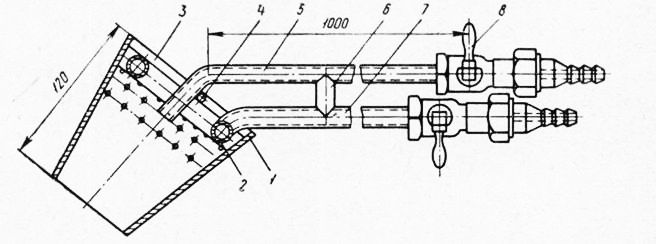
Керосин по шлангу от нагнетательного бачка под давлением поступает по штуцерам в корпус, проходя фильтр. Подачу керосина в головку горелки регулируют игольчатым клапаном, плотно входящим в коническое отверстие корпуса 6. Для приведения в действие горелки в бачок заливают керосин и ручным насосом создают давление 4—6 кгс/см2 по манометру. Затем несколько отпускают игольчатый клапан, при этом керосин поступает из бачка по шлангу через фильтр в головку горелки. Здесь разжигают смоченные керосином «концы» и головку горелки подогревают в течение 0,5—1 мин. После этого поворотом рукоятки 10 подают сжатый воздух, который захватывает керосин из поперечного канала и распыляет его. При работе горелки раструб сильно нагревается и способствует лучшему испарению и сгоранию керосина. Недостающее для горения топлива количество воздуха может засасываться через отверстия в камере и раструбе горелки. Качество пламени горелки регулируют количеством подаваемого керосина и воздуха. Кроме керосина горелка может работать на соляровом масле, мазуте и других видах жидкого топлива. Газовая горелка (рис. 3) используется в литейных цехах, имеющих природный газ. Газовая горелка состоит из корпуса, газового кольцевого сопла, крестовины (поддерживающей корпус), воздухопровода, перемычек, газопровода и пробковых кранов. Газ подается из магистрали под давлением 0,4—0,6 кгс/см2, а воздух — от сети под давлением 4—6 кгс/см2. В корпусе горелки имеются отверстия для подсоса атмосферного воздуха. Для розжига горелку необходимо направить на открытый огонь и постепенно включить газ, а затем, после разогрева корпуса, — сжатый воздух.
Рис. 2. Горелка с принудительной подачей слива
Рис. 3. Газовая горелка для подсушки литейных форм
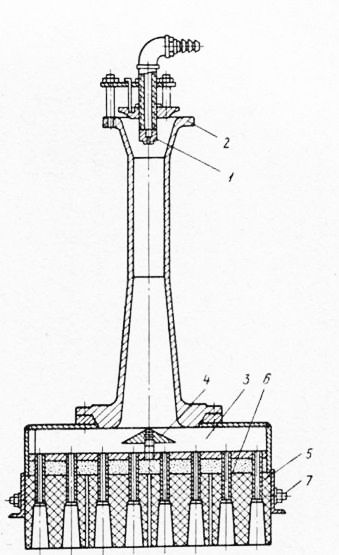
Рис. 4. Газовая панельная горелка
Разработчик конструкции описанных горелок — ЦНИИТЭстроймаш. Для поверхностной подсушки окрашенных форм на потоке Московским заводом «Станколит» успешно применены газовые панельные горелки. Горелка состоит из газового сопла, инжекционного смесителя газа и воздуха, распределительной камеры, рассекателя и керамических призм. Каждая призма имеет четыре отверстия, переходящие в раструбы (кратеры). Этими отверстиями призмы насаживаются на металлические трубки, укрепленные на корпусе распределительной камеры. Призмы закреплены в обойме корпуса сквозными шпильками. Панельные горелки применены в печи для поверхностной подсушки полуформ в опоках размером 1500 X 100 и высотой до 600 мм и в печи для поверхностной сушки стержней после окраски и спаривания. Реклама:Читать далее:Методы испытания красокСтатьи по теме:Главная → Справочник → Статьи → Блог → Форум |
|
|
|
|
Контакты: Сергей Королёв © 2007-2009 Pereosnastka.ru - информационный сайт о металло- и деревообработке. |
© Все права защищены.
Копирование материалов невозможно. |
|